
What is Gear Hobbing?
Understanding Gear Hobbing and Deburring in Manufacturing. What is Gear Hobbing? Gear hobbing is a machining process used to cut gears, splines, and sprockets. What is the Difference Between Gear Cutting and Hobbing? Why is it Important to Remove Burrs? What is the Effect of Deburring?
We answer ALL your questions!
Understanding Gear Hobbing and Deburring in Manufacturing
In manufacturing, precision and efficiency reign supreme. At the heart of achieving these goals are understanding two pivotal processes: gear hobbing and deburring. This article will explore what gear hobbing is, distinguish it from gear cutting, and delve into the importance of removing burrs and the effects of deburring.
What is Gear Hobbing?
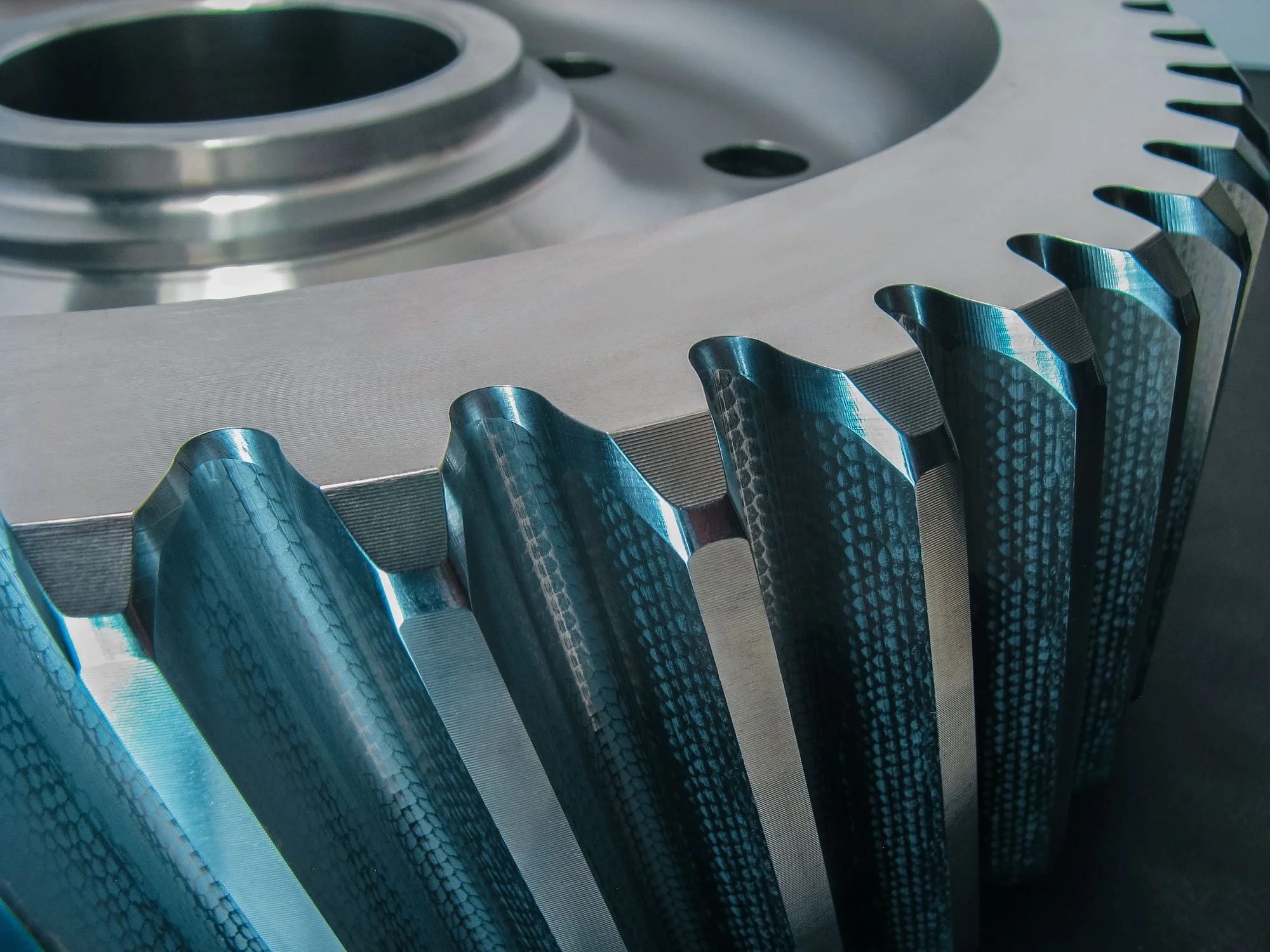
Gear hobbing is a machining process used to cut gears, splines, and sprockets. It involves using a specialized cutting tool known as a hob, which rotates continuously while being fed into the workpiece to progressively carve out the gear teeth. This process is highly efficient and can produce a wide range of gear sizes and shapes with high precision. Gear hobbing is commonly used in the automotive, aerospace, and machinery industries due to its ability to produce high-quality gears at a relatively low cost.

What is the Difference Between Gear Cutting and Hobbing?

While gear hobbing is a type of gear cutting, not all gear cutting processes are hobbing. Gear cutting is a broad term that encompasses various methods used to create gear teeth, including hobbing, shaping, milling, and broaching.
Gear Hobbing: Utilizes a hob and is suitable for producing both spur and helical gears. It is known for its efficiency and versatility in creating various gear profiles.
Gear Shaping: Uses a reciprocating cutter to cut the gear teeth. It is particularly useful for internal gears and gears with complex shapes.
Gear Milling: Involves using a milling machine and a form cutter to create the gear teeth. This method is typically used for small production runs or prototype gears.
Gear Broaching: Uses a toothed tool called a broach to cut the entire gear profile in a single pass. It is ideal for producing large quantities of gears quickly.
Each of these methods has its advantages and specific applications, but gear hobbing is often favored for its combination of speed, precision, and versatility.

Why is it Important to Remove Burrs?
Burrs are unwanted, rough edges or protrusions that remain on metal parts after machining processes such as cutting, drilling, or grinding. These burrs can have several detrimental effects if not removed:
Safety Hazards: Burrs can cause injuries to workers handling the parts.
Assembly Issues: Burrs can interfere with the proper fitting and functioning of parts in assemblies.
Performance Problems: Burrs can affect the performance and longevity of mechanical components, leading to increased wear and tear or even failure.
Aesthetic Concerns: Burrs can negatively impact the appearance of the final product.
Why is Deburring Necessary?
Deburring is the process of removing burrs from metal parts. It is a crucial step in the manufacturing process for several reasons:

Enhances Safety: By removing sharp edges, deburring prevents potential injuries to workers and end-users.
Improves Functionality: Deburred parts fit together more precisely, ensuring proper assembly and optimal performance of mechanical systems.
Extends Product Life: Deburring reduces friction and wear, which can extend the lifespan of components.
Ensures Quality: Removing burrs improves the overall quality and appearance of the product, making it more attractive to customers and less likely to be returned due to defects.

What is the Effect of Deburring?
The effects of deburring extend beyond mere aesthetics and safety. Deburring can significantly impact the overall quality and performance of manufactured parts. Here are some key effects:
Enhanced Durability: By eliminating stress concentrations that can lead to cracks or failures, deburring contributes to the structural integrity of components.
Improved Precision: Deburred parts have cleaner edges and more accurate dimensions, which is critical for applications requiring high precision.
Better Surface Finish: The removal of burrs results in a smoother surface finish, which can improve the part's functionality and reduce the risk of corrosion.
Increased Efficiency: Parts that fit together properly reduce the likelihood of mechanical failures and downtime, leading to more efficient operation of machinery and equipment.
In conclusion, gear hobbing and deburring are essential processes in the manufacturing industry. Gear hobbing allows for the efficient and precise production of gears, while deburring ensures the safety, functionality, and quality of the final products. Understanding these processes and their significance helps manufacturers produce high-quality components that meet the rigorous demands of various industries.
Chamfer Explained - What is the Purpose of a Chamfer?
Chamfering’s importance is paramount in various fields such as civil engineering, woodworking, and machining. But what exactly is chamfering and what is its purpose?
Chamfering in Engineering
Chamfering’s importance is paramount in various fields such as civil engineering, woodworking, and machining. But what exactly is chamfering and what is its purpose?
Chamfer Definition
Chamfering refers to the process of creating a symmetrical edge by removing a right-angled corner or edge. Depending on component size, this may seem like a simple adjustment, but its implications are profound. Especially in industries like aerospace, automotive, etc; where precision is a must.

(Before/After)
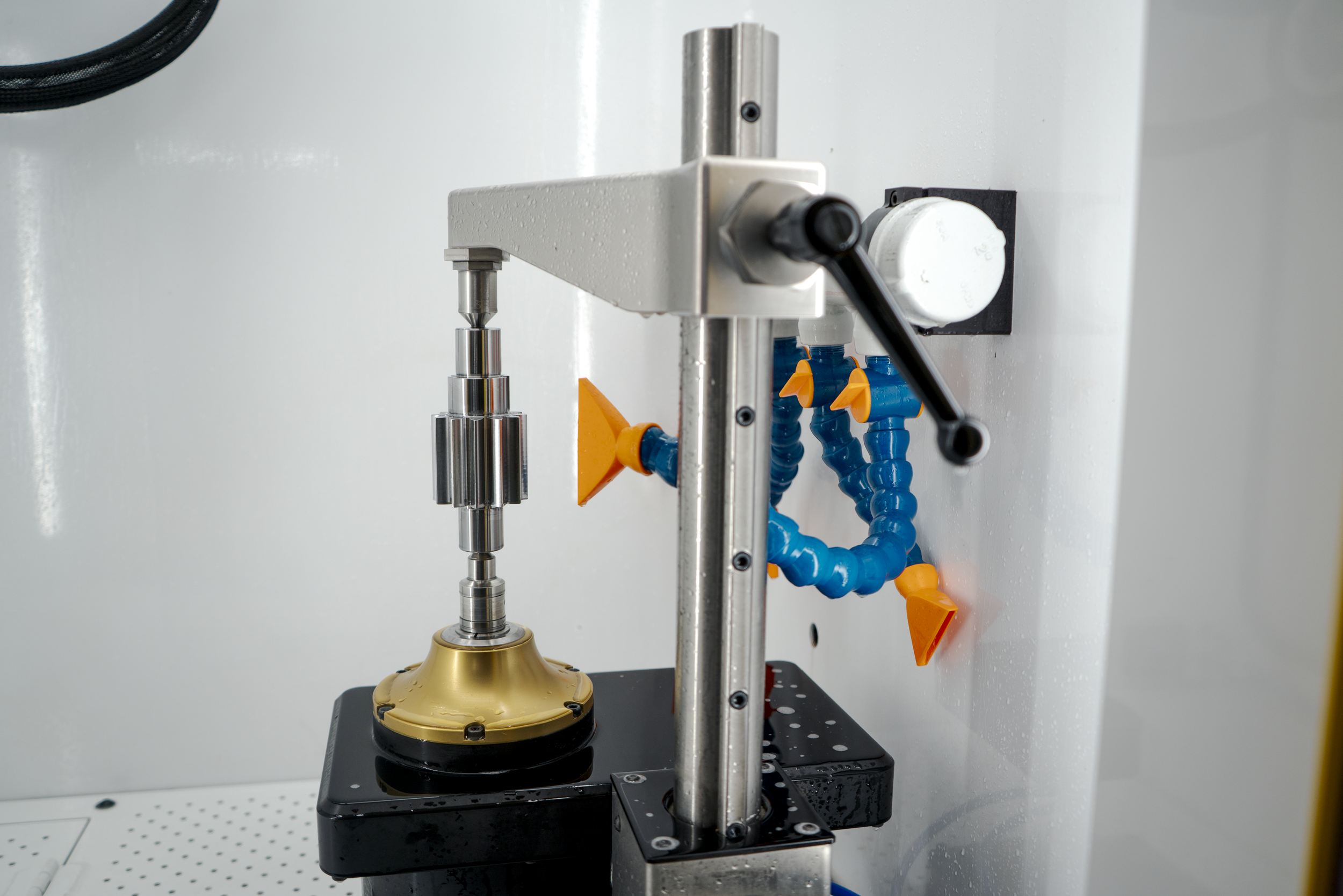
Deburred and Chamfered with a James Engineering Max System
What is The Purpose of Gear Chamfering?
If parts and gears are left with no chamfer sharp angles can exist, posing a serious risk to operability and safety. These angles become stress points and the component becomes vulnerable to damage and fatigue. In machining, impacts, vibrations, and extreme heat exacerbate these risks and can lead to breaks or fractures. Damage like this can impact the performance of the entire machine. With a chamfer, the stress of the sharp edge is appropriately distributed and the risk of damage is eliminated.
Reducing Stress with a Chamfer
As an example, consider a 90-degree angle. Chamfering the angle flat and creating two 45-degree angles significantly decreases the stress of that edge. This minor altercation greatly extends the lifespan of components, ensuring durability and reliability.

90° angle cut to two 45° angles to remove stress point.
Optimizing the Gear Chamfering Process
Even though a chamfer is only a slight alter, chamfering can be a very tedious, time-consuming, and inconsistent process. However, advanced technologies have revolutionized this process. With our MAX automatic and manual gear chamfering machines, chamfering is no longer a challenge–it’s a seamless operation.
Our gear chamfering machines are engineered for an operator of any experience without compromising on precision, quality, efficiency, or sustainability. Whether it’s a large-scale project or a small intricate detailed job, our unique machines are tailored to meet any need. We specialize in custom solutions, whether it’s large single-part batches or varying parts in each cycle, we will fully optimize your process.
Conclusion
Chamfering plays a vital role in enhancing the performance and longevity of components across various industries. By understanding chamfering’s purpose and utilizing advanced technologies, engineers can ensure that their products will withstand the test of time. Reach out to learn how MAX and manual machines can optimize your chamfering process and elevate your operation to new heights.
Chamfer Explained 3D Animation

Maximizing Efficiency: How Automated Deburring Systems Revolutionize Manufacturing
In the fast-paced world of modern manufacturing, the quest for efficiency is relentless. Every step in the production process must be optimized to meet the demands of precision, speed, and cost-effectiveness. One area where significant strides have been made is in the realm of deburring, and the introduction of automated deburring systems has revolutionized the manufacturing landscape. This article delves into the transformative impact of automated deburring, exploring its benefits, applications, and how it has become a cornerstone for maximizing efficiency in diverse industries.
In the fast-paced world of modern manufacturing, the quest for efficiency is relentless. Every step in the production process must be optimized to meet the demands of precision, speed, and cost-effectiveness. One area where significant strides have been made is in the realm of deburring, and the introduction of automated deburring systems has revolutionized the manufacturing landscape. This article delves into the transformative impact of automated deburring, exploring its benefits, applications, and how it has become a cornerstone for maximizing efficiency in diverse industries.
The Evolution of Deburring:

Deburring, once a manual and time-consuming process, has undergone a remarkable evolution with the integration of automation. Traditionally, workers meticulously removed burrs and sharp edges from machined components, a task that was not only labor-intensive but also prone to variations in quality. Automated deburring systems have emerged as a game-changer, offering a streamlined and consistent approach to this crucial manufacturing step.
Benefits of Automated Deburring Systems:
Precision and Consistency:
Automated deburring systems provide unparalleled precision, ensuring that every component is treated with the same level of accuracy. This consistency is vital in industries where even the slightest deviation from specifications can lead to performance issues or product defects.

Time Efficiency:
Time is of the essence in manufacturing, and automated deburring significantly reduces cycle times. The swift and continuous operation of robotic systems allows for a faster throughput of components, contributing to overall production efficiency.
Labor Cost Savings:
The automation of deburring processes translates into reduced labor costs. Manufacturers can reallocate human resources to more intricate tasks, while automated systems handle the repetitive and time-intensive nature of deburring.
Enhanced Safety:
Manual deburring poses risks to workers due to sharp edges and repetitive motion injuries. Automated systems eliminate these safety concerns, creating a safer working environment and reducing the likelihood of workplace accidents.
Applications Across Industries:
Automated deburring systems find applications in a myriad of industries, from aerospace and automotive to electronics and medical device manufacturing. The versatility of these systems allows them to adapt to various materials, geometries, and part sizes, making them an invaluable asset in diverse production environments.
Technological Advancements:

The 11-Axis MAX system has further enhanced the capabilities of automated deburring systems, taking them next level. Intelligent and easy to use, these systems adapt to different materials and geometries, optimizing the deburring process for each unique component.
Case Studies:
Several manufacturing leaders have reported substantial improvements in efficiency, quality, and cost savings after implementing automated deburring systems. Real-world examples showcase how these systems have become a cornerstone of lean manufacturing practices, driving competitiveness in the global market.

The integration of automated deburring systems represents a transformative leap forward in manufacturing efficiency. As industries continue to push the boundaries of innovation, automated deburring emerges as a key player, ensuring that components meet stringent quality standards while optimizing production processes. Manufacturers embracing these advanced systems are not just keeping pace with the demands of the market; they are setting new standards for efficiency and reliability in the modern era of manufacturing.
To learn more about what all the MAX has to offer, email us or call us at (303) 444-6787

Deburring and Part Finishing in the Aerospace Sector: Exceeding Industry Standards
In the dynamic world of aerospace engineering, precision and quality are paramount. Every component, no matter how small, plays a crucial role in the overall performance and safety of an aircraft. One often overlooked but essential process in aerospace manufacturing is deburring and part finishing. This article explores the significance of deburring, its role in meeting industry standards, and the latest techniques employed by top engineers in the aerospace sector.
In the dynamic world of aerospace engineering, precision and quality are paramount. Every component, no matter how small, plays a crucial role in the overall performance and safety of an aircraft. One often overlooked but essential process in aerospace manufacturing is deburring and part finishing. This article explores the significance of deburring, its role in meeting industry standards, and the latest techniques employed by top engineers in the aerospace sector.

Apache Longbow manufactured by Boeing
Understanding Deburring:
Deburring is the process of removing unwanted rough edges, burrs, or imperfections from machined or manufactured parts. In aerospace, where precision is non-negotiable, deburring ensures that components fit seamlessly together, reducing the risk of mechanical failure and enhancing overall efficiency.

Importance in Aerospace Manufacturing:
Aerospace components undergo intricate machining processes, leaving behind sharp edges and burrs. These imperfections can compromise the structural integrity of the parts and, consequently, the entire aircraft. Deburring is not merely a cosmetic enhancement; it is a critical step in maintaining the safety and reliability of aerospace systems.
Industry Standards:
The aerospace industry adheres to rigorous standards and regulations to ensure the highest level of safety and performance. Deburring plays a pivotal role in meeting these standards, as components must not only meet precise dimensional specifications but also undergo thorough inspection to eliminate any defects that could compromise the integrity of the final product.
an aerospace finish does not allow for any
grinding marks
surface blemishing
surface scratches
any jagged edges
inconsistencies and so on.
since most parts are “life critical”,
THE AEROSPACE INDUSTRY demands perfection.

F-22 Raptor Lockheed Martin/Boeing
Latest Techniques in Aerospace Deburring:
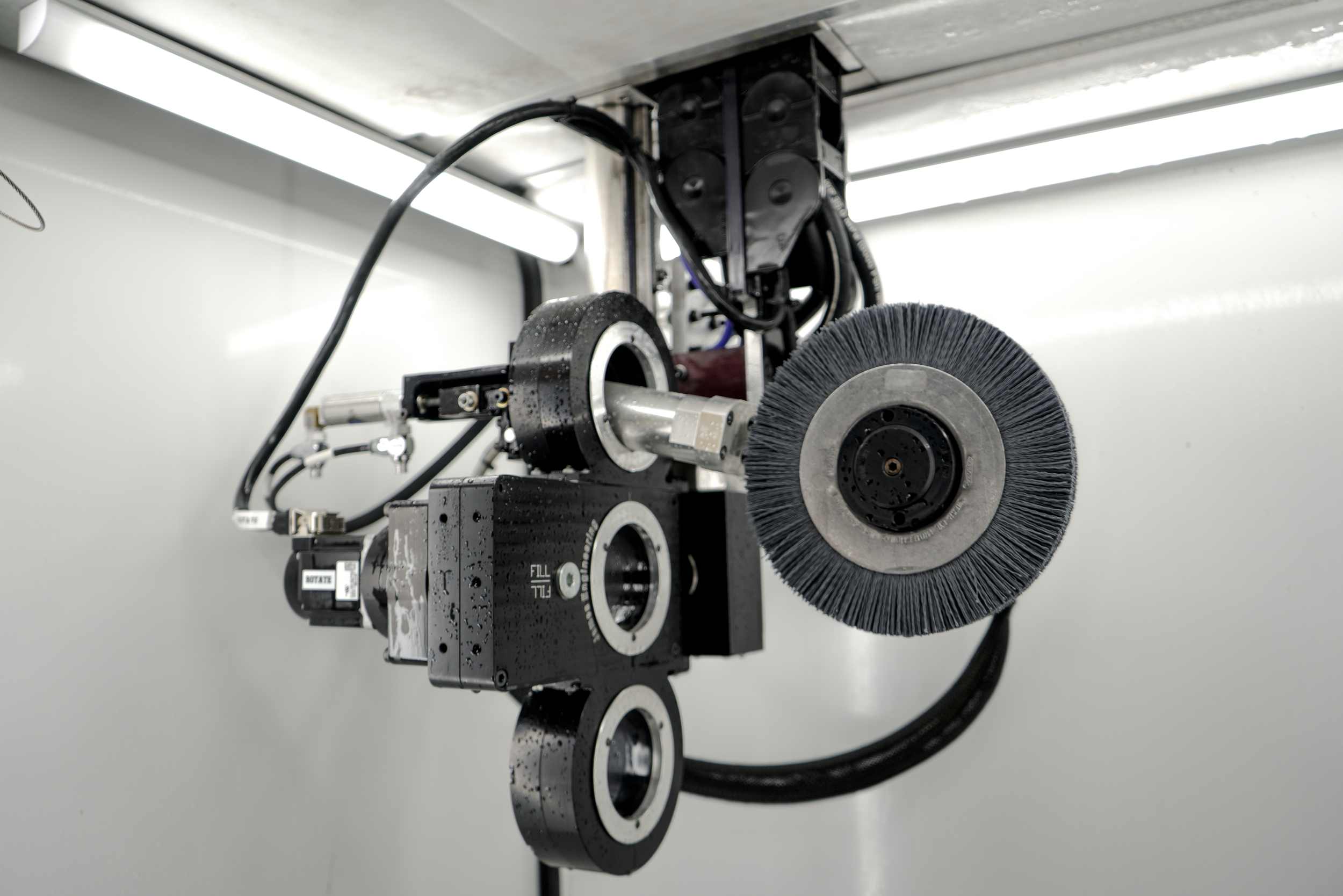
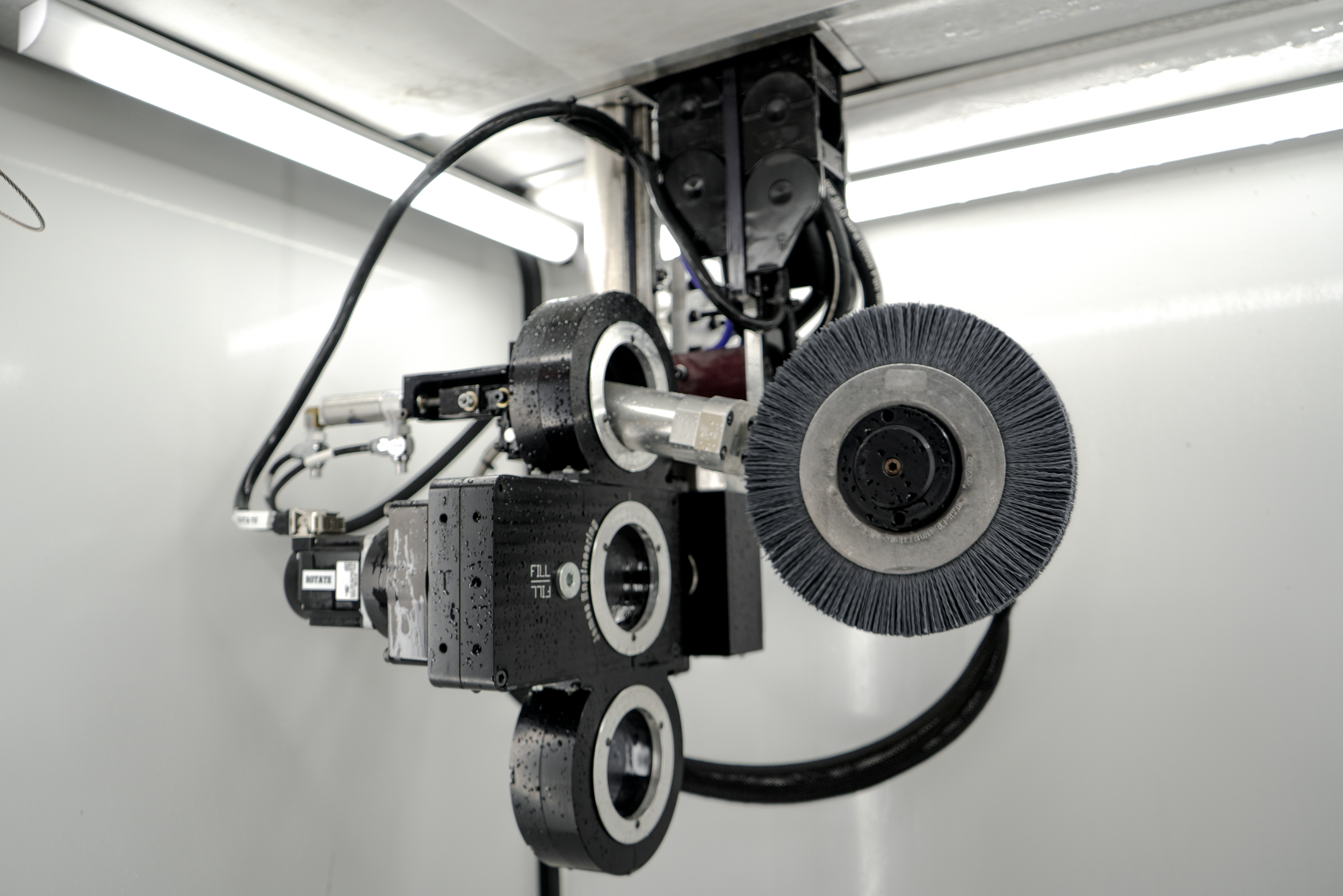
As technology advances, so do the techniques employed in aerospace deburring. Top aerospace and defense producers now utilize state-of-the-art equipment, such as The MAX, an 11-axis multi-finishing system that offers unparalleled accuracy, consistency, and speed in finishing processes. The use of the patented Focused Deburring, ensures that even the most intricate components can be deburred with precision, meeting the stringent requirements of aerospace applications. While also contributing to increased efficiency and cost-effectiveness in the overall manufacturing process.
THE MAX
11-Axis Advanced Multi-Finishing System
Equipped with up to 4 different precision finishing tools has revolutionized the aerospace and defense industry.
In the demanding field of aerospace engineering, every detail matters. Deburring and part finishing are essential steps in ensuring the integrity, safety, and performance of aerospace components. As technology continues to evolve, top manufacturers will continue to embrace innovative solutions to meet and exceed industry standards. The combination of precision, automation, and advanced methods propels aerospace manufacturing into a future where safety and quality are never compromised.

To learn more about The MAX click here.
If you’re interested in learning how to improve your own finishing process, give James Engineering a call at (303) 444-6787, or email us at Sales@James-Engineering.com.

Mastering Precision: A Comprehensive Guide to Overcoming Part Finishing Challenges
In the intricate realm of manufacturing, achieving precision in part finishing is an ongoing pursuit that directly influences the quality and functionality of the final product. This comprehensive guide explores the common challenges encountered in part finishing and offers valuable insights into overcoming these hurdles with the help of advanced deburring and chamfering machines.
In the intricate realm of manufacturing, achieving precision in part finishing is an ongoing pursuit that directly influences the quality and functionality of the final product. This comprehensive guide explores the common challenges encountered in part finishing and offers valuable insights into overcoming these hurdles with the help of advanced deburring and chamfering machines. Let's embark on a journey to master precision in part finishing.
1. Unwanted Burrs and Sharp Edges

Challenge:
Unwanted burrs and sharp edges can compromise functionality and aesthetics.
Solution: Unwanted burrs and sharp edges can be effectively removed through various methods. Manual tools like files, abrasive brushes, and rotary deburring tools offer precision, while techniques such as abrasive blasting, chemical deburring, and thermal methods provide automated solutions. Advanced approaches like electrochemical deburring, cryogenic methods, waterjet cutting, and laser deburring cater to specific needs, emphasizing the importance of selecting the most suitable method based on material, part complexity, and production requirements.

Additional Insights:
2. Inconsistent Surface Finish:

Challenge:
Achieving a consistent surface finish is crucial for quality standards.
Solution: Achieving a consistent surface finish is crucial for quality standards because it directly impacts the appearance, functionality, and performance of a finished product. Consistency ensures uniformity in texture and appearance, which is especially important in industries where aesthetics matter, such as automotive, aerospace, or consumer electronics. Additionally, a consistent surface finish is indicative of precision and attention to detail in manufacturing processes, reflecting a higher level of quality and meeting the stringent standards expected by customers and industry regulations. In applications where friction, wear, or corrosion resistance are critical factors, a uniform surface finish is essential for optimal performance and longevity of the final product. Overall, consistency in surface finish contributes to the reliability, durability, and overall quality of the manufactured components or products.

Additional Insights:
Multi-axis deburring and chamfering machines, like the 11-Axis MAX provide control for a uniform finish, meeting specifications.
Large Batch Consistency: Guarantees uniformity even in high-volume production.
As well as the flexibility to run one off pieces.
3. Material Compatibility:
Challenge:
Diverse materials require tailored approaches for consistency.
Solution: Versatile machines handle various materials, ensuring adaptability and consistent finishing.

additional insights
Material-Specific Challenges: The MAX addresses material-specific intricacies.
Transitioning Between Materials: Seamless adaptation minimizes downtime during material shifts.
4. Complex Geometries:

Challenge
Achieving uniform finishing in intricate geometries is challenging.
Solution: Advanced machines with multi-axis capabilities navigate complex shapes with precision.

additional insights
Features: The MAX’s 11-AXIS accesses intricate internal spaces efficiently unlike anything on the market.
Variable Thickness Challenges: Precision extends to variable thicknesses, overcoming challenges associated with varying thicknesses within a single part.
No Masking: Our patented Focused Deburring saves time with precision, never mask another part.
5. Efficiency and Speed:

Challenge
Meeting tight deadlines while maintaining high precision is a common struggle.
Solution: High-speed deburring machines with multi-axis control significantly reduce processing times without compromising quality.

additional insights
Rapid Job Setup: The MAX streamlines job setup processes for increased efficiency, by employing quick set up and part change out.
Adaptability to Production Changes: Flexibility allows quick adjustments to production changes. Chamfer, polish or deburr a one-off part or 1000’s of the same part. Adaptability allows various size manufactures to employ automation.
Conclusion:
In the complex landscape of part finishing, mastering precision requires overcoming various challenges. Advanced deburring and chamfering machines, exemplified by The MAX, offer practical solutions to elevate your manufacturing process. By integrating these technologies, you can navigate the intricacies of part finishing with confidence, achieving not only precision but also efficiency and sustainability. Explore the transformative potential of advanced machinery and stay ahead in the pursuit of mastering precision in manufacturing.
Contact us for more information on 11-axis machining. Sales@James-Engineering.com
The Power of 11 Axes and Focused Deburring
James Engineering’s patented 11-axis and Focused Deburring technology unlocks a whole new way of deburring that allows for unmatched mobility and repeatable precision.
11-axis deburring — Why is it significant?
3-axis and 5-axis deburring have become common practice when it comes to the essential surface finishing process. Having a machine capable of more has been nothing but a mere concept—that is, until James Engineering came along and introduced an 11-axis machine to the market.

The MAX is a deburring and chamfering machine that makes 11 axes possible due to patented technologies. James Richards, the founder of James Engineering, grew exhausted constantly fixing the wear and tear on the ways and slides in his shop’s CNC machines, caused by the copious amounts of abrasive that are vital for the deburring process. So when it came to designing his own machines, made explicitly for deburring and chamfering, he installed the ways and slides on the roof instead of on the bottom of the machine. But he took it a step further when he installed a liner slide system with rolling elements. When in motion, these rollers push any harmful abrasive out of the way before it can begin to wear down the ways and slides of the machine from continued usage.
Abrasive is extremely destructive for both CNCs and robots. Measuring down to the micron level, it can easily get in between moving parts in CNCs and the rubber seals on robot joins and very quickly deteriorate their surfaces. For reference, a human hair measures up to a thousand times smaller than that of a hair. So while some may argue that CNCs are capable to handle abrasive due to its filtration system, particles that small never fully settle in washing solution when initially flushed out. This means any parts being processed in a CNC are constantly being washed with previous abrasive—an obvious problem that becomes destructive in a very short amount of time.
The MAX never has to worry about this issue. Because of this, the 11-axis system is protected and has a much longer life than any CNC or robot out there. This is especially important, as these 11 axes rely on smooth movement and mobility to work properly.
Many people prefer to deburr by hand because of precision and mobility; other methods, such as vibratory deburring, do not guarantee precision or free movement on the level that hand deburring can reach. But the problem with hand deburring is its lack of repeatable accuracy. The movement between fingers, wrist, elbow, and shoulder allow for the flexibility that’s extremely beneficial for deburring, so people have attempted to mimic this with robots. They’ve gotten pretty close, but robots lack the precision that’s paramount for deburring, making it an unreliable method. The MAX is able to combine the best elements of both—a CNC’s precision and a robot’s agility—into one. Pair that fact with its patented linear slide technology, and you’ve got a smooth and accurate machine that can reach any angle or edge without falter, and repeatably so.
Focused Deburring and how 11 axes play a part.
As mentioned before, mass deburring processes such as vibratory deburring can’t offer precision. During processes like these, the entirety of a gear or part is being touched. They can be masked, but masking cannot be done by machine and adds additional time-consuming labor to a cycle. Masking also cannot guarantee that areas of a part won’t get deburred anyway. This was yet another issue Richards set out to solve and lead him to creating Focused Deburring.
Focused Deburring requires at least 6 axes in order to work properly (the MAX has anywhere from 6-11 acis motion, depending on what model is being used), and is capable of deburring any desired area on a part/gear without touching the rest of it. The human-like motion that the MAX has makes this possible because it can move around just like an operator would in order to avoid these other areas. Then its repeatable precision comes in to play by ensuring that every single part comes out the exact same, no matter how tricky or intricate a part proves to be—reliable accuracy at its finest.
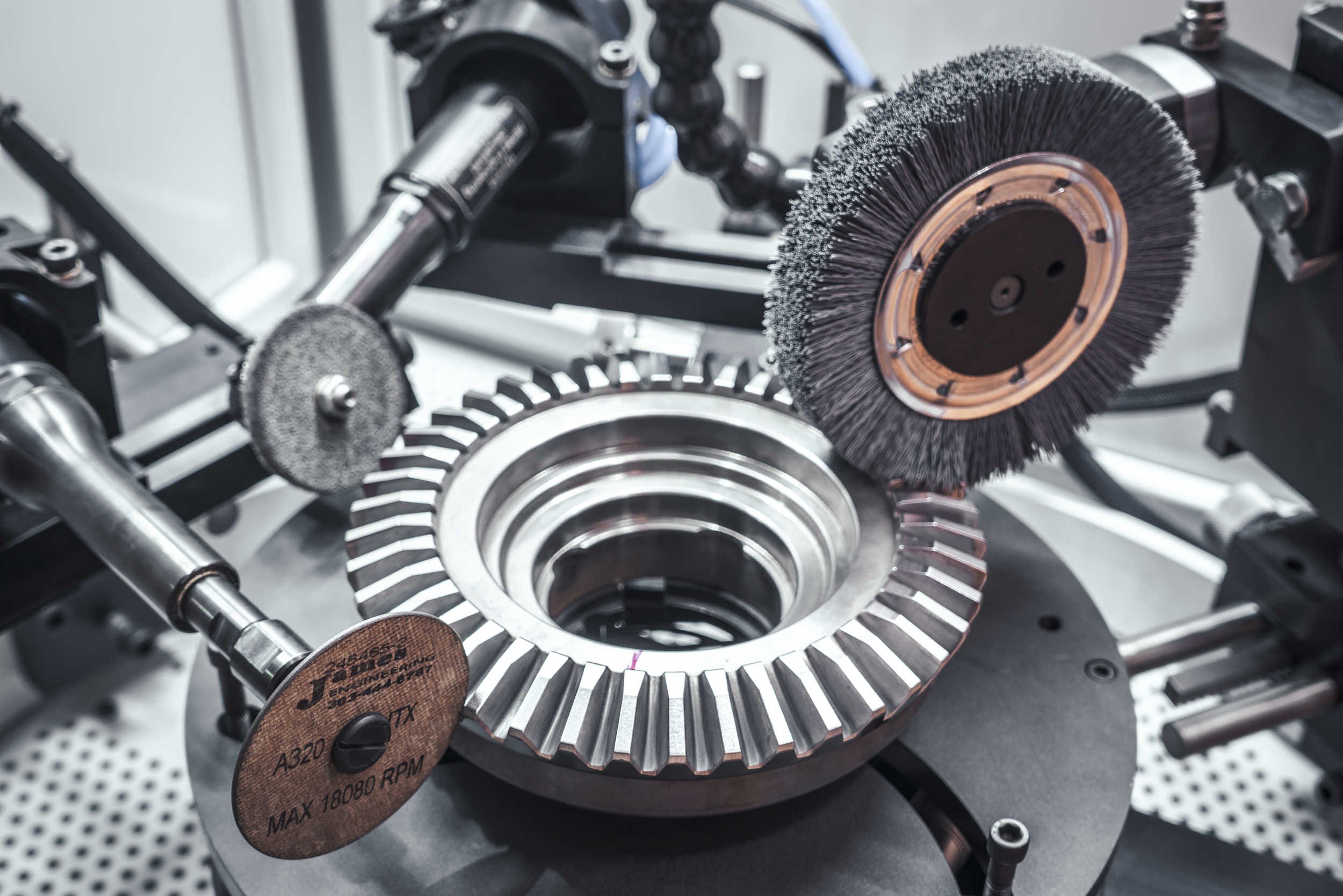
Gears are a great example of items that benefit greatly from Focused Deburring. Take a fuel pump gear, for example. These gears have high-precision journals and protruding tooth flanks, both of which rely on precision in order to be made properly. What frequently happens when these kinds of gears are deburred is the journals almost always get touched when the tooth flanks are being worked on. Operators can attempt to mask the journals, but they can still get nicked if an operator isn’t careful enough. This results in high scrap rates, wasted resources, and wasted time. With Focused Deburring, fuel pump gears can be loaded into the MAX without fear of destruction. Focused Deburring is not only limited to one type of gear or part, however; every single type of gear or part that needs deburring can be put into the MAX and come out with imperfection.
Overview
Not only is the 11-axis motion featured in the MAX an exciting change in the deburring world, but it’s also revolutionizing for every operation out there. With 11 axes, the MAX has a work envelope of 360-degrees and is capable of reaching every side of any gear or part without an operator needing to adjust it manually. It features the precision of a CNC, the mobility of a robot, and an upfraded linear slide system that makes it resistant to all abrasives. There’s not a single other machine like it on the market, and the 11-axis motion is just the tip of the iceberg. Check out the video below to see the 11 axes in action!
If you’re interested in experiencing the revolutionizing deburring machine for yourself, give James Engineering a call at (303) 444-6787, or email us at Sales@James-Engineering.com.

The Machine Shop at James Engineering
Get an inside scoop about the machine shop at James Engineering from a Q&A with lead engineer, Dave Schlosser, and company vice president, Scott Richards.
The Colorado-based OEM shop is known for their one-of-a-kind deburring and chamfering machines, but they also have a precision-focused machine shop that’s willing to take on any project that comes their way. If you’re in the market for a low to medium volume machine shop who guarantees quality products, reach out to James Engineering today at (303) 444-6787.
—
What is our shop capable of?
Dave: We have 3 mills and 2 lathes. One of the mills has 4th axis capability. We’re capable of holding concentricity within 5/10ths in most cases without have to do any crazy set ups. We can do round parts, square parts, just about any shape part that you want.
Scott: We’ve got a live tool lathe with a bar feed option and multiple seats of programming software. We’ve got that 4th axis mill, another smaller mill with a 20-inch bed, and we’ve got a 60-inch bed large mill.
How many parts a week do we typically make?

Dave: That’s pretty subjective because we do short run production, so most of our time isn’t spent making parts, it’s getting ready to make a part and getting a part set up to run. Typically, we could spend half hour programming, half our setting up, and basically we could run for 15 minutes and then be done (in some cases). We can’t really quantify the quantity of parts per week because we’re more set up to be a tooling or prototype shop versus a production shop.
Can customers send in their own designs?
Dave: We quote on stuff and have stuff made for outside companies. We have engineering services, so people can send in a concept and we could do the whole thing, or they could send in a thing that’s basically done and we could create drawings for them, things like that. We have start-to-finish capability, or we can pick up a project that they’re already halfway through. We can also provide good drawings, give them a model.
What are some basic jobs we do frequently?
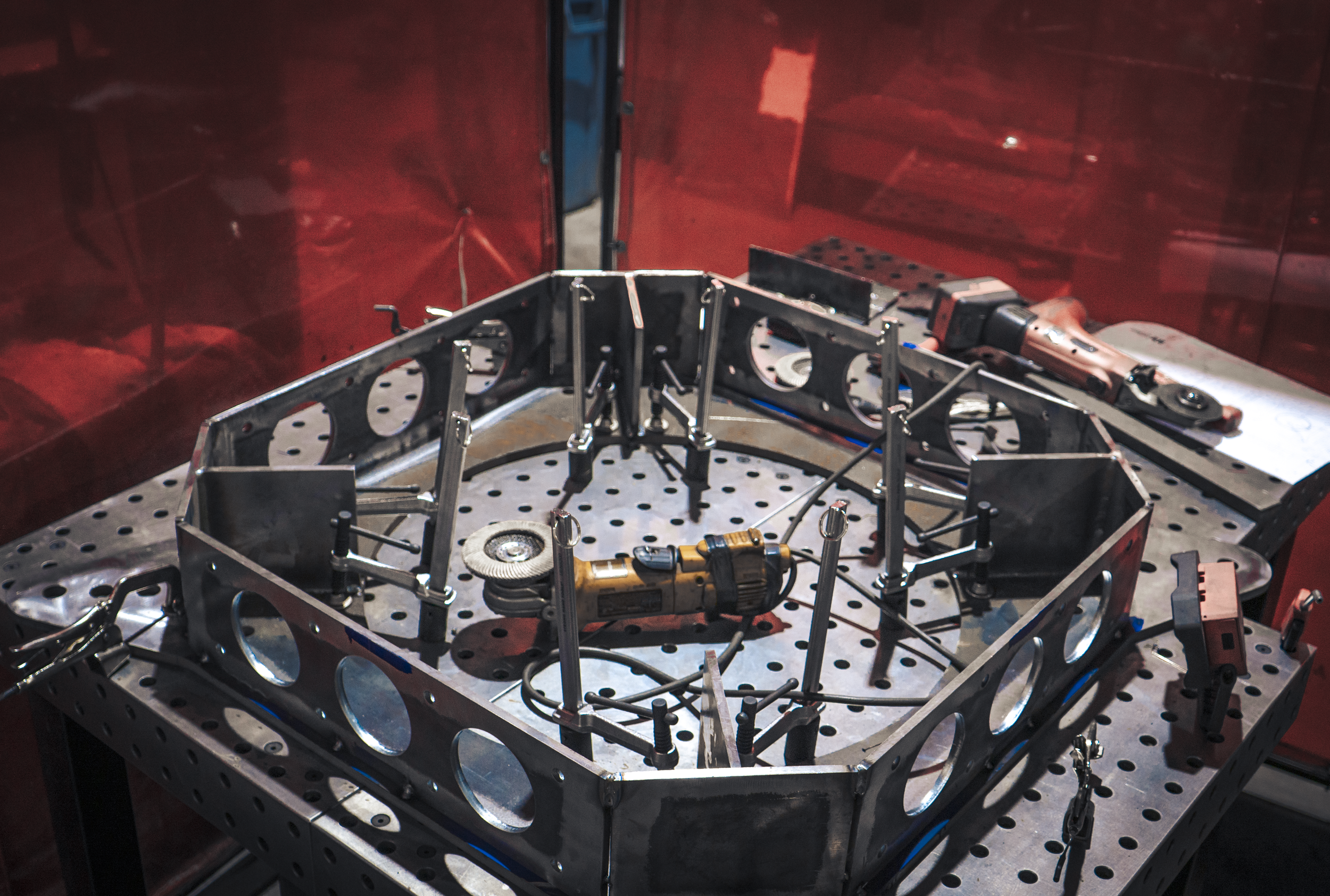
Dave: We do a lot of gun parts, automotive stuff, motorcycle parts. It really is just a gamble. Basically, anybody who walks into the door with a project, we can take a look at it and see if it fits our capabilities fairly easy and we’ll do it. We’ve done a lot of welding jobs lately, too. We’ve done a lot of stuff for RoboCon; we’ve made a lot of platforms and fixturing. We’ve made brownie bowls, and stuff for volleyball companies, it doesn’t really matter what industry comes in.
Scott: So we’ve got a lot of high end, high precision parts that we make. For example, we’re making a mount for a vehicle right now. Our perfect job is a volume job. We’re really looking for anything from prototype to a few thousand parts a week. I wouldn’t call ourselves high volume where we’re tens of thousands of parts per week, but we’re definitely looking for that low to medium volume area.
What makes our shop stand out?
Dave: Our attention to detail and the quality of our parts. That’s something that we take a lot of pride in. We try to go that one step above, whether it’s by deburring or not putting a scratch on it by pushing it across surfaces, things like that. We take really good care of all the parts we make, and it’s a lot easier to go in and get the quality you’re looking for when you’re not making thousands and thousands of parts.
Why is it significant for our machine side of business that we make our own parts in-house?



Dave: We can control our own quality because our standards are really high. To be able to get the tolerances and stuff we need we can hardly get other people to make them for us. We put a dimension on a drawing and expect you to hold it, so in some cases we put really tight tolerances on things with reason, and when other companies see those tight tolerances the cost goes up automatically (whether it’s justifiable or not). It’s more cost efficient for us to do it.
Scott: We have to make all of these parts here in-house because we really can’t afford to job much of this out. We’ve got to keep our profit margins where they need to be. We have to hold pretty precision fits because we’ve got a 3.2 million resolution encoder here turning all of these [parts] on this five-axis manipulator.
How do your own deburring machines fit into the machine shop process?
Scott: When we make these parts, we do a lot of in-machine deburring. We’ll go through and we’ll machine this edge with a chamfer tool. But the problem is, when we machine the edge with the chamfer tool, the chamfer tool creates two sharp edges. We still have this problem where a technician has to go in with Scotch-Brite and deburr this. So we don’t want that abrasive to get into our CNC machine, because if that abrasive gets into our machines, it gets down into ways and slides and it wears the machine out. That’s where the market is for our deburring machine.

The Difference Between Grinding, Polishing, and Deburring
These three machining processes all seem frustratingly similar—so what makes them different from each other?
Grinding, polishing, and deburring—anybody who knows anything about the precision machining process knows that these three processes are a.) crucial, and b.) acts of surface finishing. These three processes are very similar to each other, and for decades have been making people ask the same questions: What’s the difference? And why do we need to do all three processes? Both of these questions are valid, and we have the answers to both below.
The difference between grinding, polishing, and deburring.
1. Grinding
This is the process of removing material and shaping a workpiece into its final form. Grinding can be done on a multitude of materials, such as plastic, ceramic, and many different metals (stainless steel, titanium, high-nickel alloys, etc.). In order to complete this process, grinding wheels of different abrasives are used in various machines made specifically for grinding. It’s important that the correct kind of abrasive is used, as too soft of an abrasive can’t grind a workpiece enough, while too hard of an abrasive will damage a workpiece and result in decreased part quality or scrapped part. Overall, grinding is essential because it improves a part’s surface finish, which not only provides the aesthetic many industries require, but also ensures the removal of pesky surface imperfections.
2. Polishing
Polishing is the process surface finishing, which is also known as the process of improving surface quality. Using softer, smaller abrasives like polishing compounds and wheels, surface imperfections such as scratches and unwanted film/layers are removed to achieve a part’s desired texture (as different industries require different surface finishes). Polishing can be done by hand, machine, or robot, as it doesn’t require quite as much precision as grinding or deburring do. This step can be taken farther with buffing, which gives parts a finish similar to that of a mirror.

3. Deburring
This process is the act of removing burrs from a part’s surface. Burrs are extra bits of metal that form as a part is being cut, and can be extremely harmful both for a part’s functionality and the overall assembly it’s a part of. Deburring can be done by hand or in a machine, though hand deburring proves to be inconsistent and costly. The process of deburring requires extreme precision, as any leftover bit of metal can cause inconsistencies that result in the decrease of a part’s longevity and efficiency. Deburring is required for any part that has been previously machined and can be done on a variety of different materials, such as ceramic, stainless steel, wood, titanium, and more. What makes it an essential process is it ensures parts meet industry standards and helps reduce the possible formation of stress risers.
Surface Profiling
Seeing as all three of these processes fall under surface finishing, it’s important to know how surface finish is measured. Surface profiling is the measurement of a surface’s roughness, which allows manufacturers to know how adequately prepared a part is for further processing, especially when it comes to the part coating and assembly stages. A profilometer is the tool used to measure these surfaces and can be split into two categories: contact and non-contact. Contact profilometers use a stylus to map out the highs and lows of the surface (also known as peaks and valleys) which allow operators to gauge how smooth or rough a workpiece surface truly is. A non-contact profilometer uses image sensors to detect a surface’s texture. While this is the faster of the two profilometers, it’s extremely sensitive to any dirt or oil that may be coating a part’s surface.
Why does manufacturing require all three processes?
Ultimately, grinding, polishing, and deburring are all needed for the same reasons: dimensional accuracy, part efficiency, corrosion resistance, and improved functionality. All of these processes refine parts so they’re safe, functional, and meet industry standards. In other words, it’s the manufacturing equivalent of editing a piece of writing before publishing. A part might work fine enough after it’s just been cut, but without grinding, polishing, and deburring, it probably won’t fit into its assembly correctly, and it certainly won’t reach its ultimate level of efficiency and precision. The time and energy spent on these three process ensure that overall assemblies will require less maintenance, which saves operators and businesses precious time and money.

The Machine that can do it all
One of the most efficient ways of grinding, polishing, and deburring on the market is by using the MAX, an all-encompassing finishing machine sold and manufactured by James Engineering. This deburring and chamfering machine is capable of carrying out all three process concurrently. This means a part can be deburred, ground, and polished in one go. This machine also has a consistent precision unreachable by any hand-done method or other machine. The MAX makes all three processes easy and affordable, which ultimately revolutionizes any operation.
To watch the MAX in action, check out the James Engineering YouTube channel here.
To inquire more about the MAX, call (303) 444-6787 today.

What Is Gear Chamfering?
In simple terms, gear chamfering is the process of cutting a 90-degree edge at a 45-degree angle, but in reality it’s a bit more complicated than that.
Simply put, the process of chamfering is cutting a 90-degree edge at a 45-degree angle as a way to remove stress-rising sharp edges, as well as allow for smoother assembly. That makes chamfering sound easy, when in reality it’s actually very time consuming, no matter the method of approach.
Gear Chamfering can truly be broken down into four separate surface-finishing processes: deburring, chamfering, radiusing, and radius-chamfering.

- Deburring is the process of grinding off burrs, which are bits of excess metal created in the metal cutting process. Burrs are extremely problematic and will cause issues in assembly as well as overall part efficiency. Assuming the deburring has been done properly, all burrs will have been completely removed, leaving nothing but a sharp edge.
- Chamfering, as stated above, is the process of cutting that sharp edge at a 45-degree angle (which is the most common angle, but not the only one they’re limited to). Chamfering can be done with a myriad of tools, such as brushes, sandpaper, grinding wheels, and Scotch-Brite. However, in the process of shaving down this one sharp edge, two more are created on either side of the original, and if the tool being used is worn down, burrs can be created as well.
- Radiusing is the process of completely rounding out edges until it’s completely smooth. While chamfering is smoother than just leaving a part deburred, it still is cut at a noticeable angle that can be seen and felt. Radiusing feels and looks rounded (just like how a ball is round without any hard edge), and can also be carried out via brushes, grinding wheels, and sandpaper. It’s crucial to know what materials these tools are made out of, because the materials will affect the quality of the radius; if a material is too abrasive, it will be impossible to reach a true radius. A true radius is when the edges of a 90-degree angle go tangent to tangent without any surface imperfection.
- Radius-chamfering is when a part receives both radiusing and chamfering. The sharp angle is cut at the usual 45-degree angle, and when those two extra sharp angles are created, they are radiused to create smooth transitions between chamfers.
When it comes to how chamfering is done, there’s a few methods operators can choose from—machine-based, hand-based, or robot-based.
Different types of gear chamfering machines are capable of different sub-categories of chamfering. For example, a CNC machine can decently deburr a part, a lathe can adequately radius-chamfer a part, and a mill can chamfer a part. All of these options are valid, but not a single one of them can chamfer, deburr, and radius a part; separate machines are needed. Not only that, but these kinds of machines require in-depth programming for every single part in order to be exact. The MAX by James Engineering is capable of carrying out all four chamfering processes with heightened precision, as well as little programming.
Doing any of these processes by hand is technically achievable, but it ultimately proves to be more troublesome than it’s worth. Manufacturing is an industry that requires precision, as things will fall apart and fail to work correctly without it, and doing these processes by hand simply does not provide adequate enough precision. Even the best operator can slip or tremble, and man cannot repeatably guarantee a consistent chamfer. Hand chamfering is acceptable in a pinch, especially if only one or a handful of parts require it. But for higher volume operations, not only does hand chamfering not produce consistent results, it also is extremely time and cost inefficient. Scrap rates are the highest with hand chamfering, and the time it takes operators to complete one part is what it would take a CNC to do two or three, or the MAX to do a hundred.
Robots are only slightly better at gear chamfering than when done by hand. While they do have better mobility than most machines, they lack precision. Robots are perfect for operations that require the moving and placing of items, but they just cannot match a machine’s precision. Robots also require a lot of laborious programming, overall making them a poor method of chamfering.

Out of all these methods, the MAX is hands down the most reliable and efficient. As an all-encompassing finishing system, it is capable of deburring, chamfering, radiusing, and radius-chamfering any part or gear, no matter its complexity. It does require some initial programming, but once a part/gear has been loaded in, the MAX will remember it for future use, meaning operators no longer have to manually input adjustments themselves (James Engineering calls these programs “recipes”). The MAX is also capable of repeatable precision down to the fifth decimal. For reference, the average human hair measures to .003 inches. The MAX can repeatably work down to .00001 inches, and even beyond that.
Precision in chamfering is key, because the less precise a chamfer is, it’s more likely that stress risers will appear with continual usage. Stress risers are tiny cracks that form at a part/gear’s weakest point of contact (like the tooth on a gear). If a part is not adequately deburred or chamfered, what will happen is those sharp edges will slowly break off until a part or gear’s structure is ultimately compromised. So that previously mentioned tooth could fall off, for instance. That is extremely dangerous, both for the assembly itself and the people operating it. For example, a helicopter would crash if one of the gears in its motor failed. When it comes to chamfering, the higher the precision, the better. The precision achieved by the MAX means that parts/gears processed through it are extremely unlikely to form stress risers even after years of use.
There’s a misconception about chamfering that it’s done easily. Even with an advanced machine such as the MAX, chamfering is no “easy” feat. If a chamfering operation appears to be “easy”, it’s probably being done sloppily and inefficiently—and precision takes time and effort.
Knowing the correct way to chamfer is a gamechanger with any operation, as well as being able to recognize when a chamfer is done correctly. If it is, parts will fit together with no resistance and work efficiently for the entirety of their lifetime. And when parts work correctly, overall assemblies will perform at their best.
To visibly see how chamfering is done, watch a short video clip here.
To contact James Engineering about the MAX’s chamfering abilities, call at (303) 444-6787

Abrasives in CNC Machines
Scott Richards goes into detail about why abrasives are harmful for CNCs and how operators can avoid the unnecessary struggle that comes with using them.
Abrasives are a much-needed tool for manufacturers but can quickly become problematic when used inside CNC machines.
Unlike grinding machines, or finishing systems like the MAX, CNCs are not built with bagged filtration systems that are able to handle the loads of swarf produced during product cycles. While they might include circulatory pumps, they don’t have the necessary systems that are able flush out and rid the machine of these larger damaging particles.

Not only do the chips removed by the abrasive collect within the machine, particles from the abrasives themselves will also clog it. There’s a misconception that brushes are gentler abrasive tools and don’t shed like other abrasives, so many people will put them inside of their CNCs thinking they will be less harsh than other methods. But brushes wear down too, and that matter doesn’t just disappear—it gets ground off into a thin dust which will also settle along the bottom of the machine. These brushes use materials such as zirconia alumina, ceramic, aluminum oxide, and silicon carbide, just as other abrasive tools do.
“People think brushes are different because they don’t create sparks,” clarifies Scott Richards, Vice President of James Engineering, “but if you research [their] active ingredients you’ll see they use the exact same kind of abrasive.”
There’s a handful of materials commonly used as abrasives:
1. Zirconia
As a more rigid abrasive, zirconia tends to last longer than other materials and is capable of withstanding more intense usage and higher pressure. Due to its thickness, it is best used on tougher materials, such as stainless teel and titanium. Higher volume/intense operations tend to prefer zirconia because of its durability, even though it comes at a higher price.
2. Ceramic
Ceramic is very versatile, making it useful for a number of different operations. As an organic material, it has an extended shelf life and tends to stay sharper for a longer period of time. It’s not the ideal choice for cutting parts, but it’s perfect for operations such as deburring, grinding, polishing, etc.
3. Aluminum Oxide
This material proves to be the most commonly used abrasive. Essentially a form of sandpaper, aluminum oxide is used for more delicate materials like wood and is preferred for small-scale operations that require a gentler approach. Extremely tough and highly resistant, it’s no surprise that it’s such a popular choice.
4. Silicon Carbide
Silicon carbide is not only one of the hardest abrasives, but it’s also able to withstand extremely high temperatures. Because of this, it can be found in almost all abrasive tools (grinding wheels, stones, sandpaper, etc.) as either loose or solid material. It’s not good for cutting, but great for chamfering (in fact, James Engineering sells a line of silicon carbide wheels that work perfectly for petite chamfers specifically).
What ends up happening inside of these CNC machines is the abrasive gets trapped and stuck between their ways and slides. These mechanisms require smooth movement, and when abrasive gets stuck in the oil barrier that helps these pieces of metal slide together, it starts to eat away at them with their continuous movement. “In a way, it’s like your creating sandpaper,” says Richards, “It’s literally wearing your machine out.” As these slides continue to work despite the abrasive, operators will notice the oil barrier turn black, a classic sign that there’s already a large buildup that’s been accumulated.
“Usually when people look for a deburring machine, they’re looking for one to do lots of parts. If we’re making just a couple of parts, one sheet of Scotch-Brite will last you several days, if not one week,” Richards explains, “That’s roughly one ounce of abrasive falling under your ways and slides. One ounce isn’t a big deal. But when our customers are deburring a part every 15 seconds, that’s a whole different scenario.”
Richards provides some math as reference—“For example, I’m thinking about [a company] that uses 4 ounce grinding wheels that wear out at 50 parts, and they run 5000 parts a day. That means they go through roughly 100 grinding wheels a day, which comes out to be 400 ounces—or 25 pounds—of abrasive deburred in a machine in a day.” For CNCs, this massive volume of abrasives can become detrimental in an extremely short period of time, which ultimately ends up costing shops more due to machine repair/replacement.

When shops produce at high volumes like this, having a machine made specifically for deburring is imperative to maintaining a smooth operation. Yes, CNCs are capable of deburring, but their true strengths lie in cutting parts. So when a CNC, a cutting machine, is paired with a deburring machine, such as the MAX System, shops can produce higher quality products at higher rates.
“The MAX isn’t trying to compete with CNCs,” Richards reassures, “It is meant to compliment CNC machines by letting them do what they do best: make parts.”
One of the key differences between the MAX and a CNC is that they MAX is made to handle abrasives of all different kinds. “Our machines can use anything that anyone can throw at it,” Richards states. “Scotch-Brite, grinding wheels, brushes… we’re designed for abrasive. We’ve taken away all sensitive ways and slides, replaced them with [overhead] linear motion… the MAX is resistant to abrasive.”
Digging into that a little deeper, Richards reveals that all of the MAX’s vital components are stored in the roof and can be retracted when not needed. This means that harmful swarf is unable to collect between the different mechanics and clog up the system. “Our machines that are out in the field and have been for 10 years are still showing no signs of wear—because of the design.” The MAX is also built with special bagged filters that ensure any leftover swarf is washed out of the machine; approximately 220 gallons of wash solution are pumped through it per minute, which not only cleans out the MAX but washes off the processed parts as well, preparing them further for assembly.
Abrasive doesn’t have to be, well, abrasive against your machines—by pairing your CNC with the MAX, you not only spare your CNC the pain of unnecessary wear, but you increase production quality and quantity. The MAX was created to be a partner to CNCs, not a competitor—seeing as it is unable to cut parts itself, it needs the CNC to complete its job! The MAX takes the abrasive out of CNCs so that they can put all their focus on cutting parts with long-lasting efficiency and precision.
If you’re tired of abrasive grating on your operation, invest in the MAX. Made to handle abrasives of any kind, it won’t back down from any project you may throw at it.
To learn more about what all the MAX has to offer, click here or call us at (303) 444-6787

From Past to Present: The History of Manufacturing
Have you ever wondered how certain things are made? In order to understand that, you first have to know the history of the manufacturing industry…
We all know that the reality of our everyday lives wouldn’t exist without the manufacturing industry. The device you’re reading this on, your favorite coffee mug, your warmest sweater, your neighbor’s lawnmower, your child’s dearest toy—all of it was put into your hands by this world’s very long line of great manufacturers.

There’s no way to tell when manufacturing truly began, as there’s evidence our human ancestors were building 2.3 million years ago! Their tools looked a little different than ours do now, made out of stone, wood, or bone. As our ancestors slowly became accustomed to creation, items such as jewelry and weapons, like knives and axes, became more common, and were typically made out of materials like jade or flint. Eventually, humans managed one of the greatest feats of mankind: taming fire. In the grand scheme of things, this one accomplishment completely changed our fate as a species. Fire became a key component within the manufacturing industry, and early on was utilized in methods such as smelting copper and firing pottery. As technology slowly continued to advance, we slowly moved away from using copper and began using bronze and iron.
The earliest examples of machining date back to Mesopotamian times. Currently, their version of the wheel is the oldest in the world. Many archaeologists believed that they invented the wheel in order to make the pottery process more convenient, but the Mesopotamians later used wheels for their chariots. The Mesopotamians also invented their own number system, and their proficiency in mathematics was so profound that we still use their methods to this day! Basic math, such as addition, subtraction, fractions, division, and multiplication originated from Mesopotamia. The way we currently measure time in sets of 60 (sixty seconds to the minute, sixty minutes to the hour) also came from the Mesopotamians. Time is a precious asset in the manufacturing world—machines are judged based off their proficiency in working quickly, employees are measured in their ability to meet quotas on time, etc—and who knows how we would calculate that and keep order if it weren’t for the Mesopotamians!
The Medieval Ages yielded a whole myriad of inventions that we’re all intimately familiar with—clocks, glasses, gun powder, windmills, and more. At first, people were resistant against the expansion of manufacturing, scared by these unfamiliar tools and gadgets. In fact, many believed that these items were created by witchcraft. But as familiarity grew within populations, economies began to grow, creativity flowed, and the evolution of manufacturing picked up speed. Smithing, mining, and smelting were the top three methods used during the Medieval Ages. Mining is where manufacturing began and was the most dangerous step in the whole process, as mines would frequently flood and trap miners in the tunnels (this is why most mines were abandoned, not because there was a lack of material). The most commonly mined material was iron, and once it was collected, the smelting stage would begin. This process is essential because it separates the actual metal from other organic materials, which would create consistency in products made from the iron. After smelting came blacksmithing, which was the process of heating up the hunks of iron in a forge, hammering them into shape, and grinding them down once cooled.

Blacksmithing was a massive breakthrough in manufacturing innovation. Originally, blacksmiths could only be found within castle forges, creating armor and weapons. But once it was realized they were also capable of making farming tools and household items, they became essential to the everyday functions of communities all over.
Things truly began heating up during the Industrial Revolution. This is what is most commonly thought about when people think about the history of manufacturing, and for good reason. Between 1760 to mid 1830s, wave after wave of innovation and advancement washed over the United States and Europe, sling-shotting them into the future of efficient manufacturing.
Steam engines became extremely popular in the mid 1700s due to their fuel efficiency and power. Originally, their main purpose was to pump water out of the previously mentioned flooded mines. However, in 1765 James Watt created a more convenient and even stronger version of the steam engine, they became commercialized and put to work in different forms of transportation (namely trains).

While steam engines are arguably the most powerful inventions to come from the Industrial Revolution, they weren’t the only machine to massively change the manufacturing world. The cotton gin changed the game for textile production. After cotton was picked via slave labor, it was bagged and transferred to factories which used the cotton gin to separate cotton seeds from the actual fluffy material. This enhanced the process of processing cotton so drastically that America became its top manufacturer by 1860, providing nearly 75% of the world’s cotton.
Eventually, the boom of innovation slowed by the end of the First Industrial Revolution, allowing for the perfection and maturation of machinery. During the life of the Second Industrial Revolution, dated from 1867 to 1914, mass production became commercialized, electrical wiring became popular, sewage systems were implemented, and everyday life shifted yet again. This period of time is nicknamed as the Age of Synergy, as new technologies utilizing substances such as petroleum, alloys, and electricity continued to make manufacturing quicker and easier. Convenience continued to spread through communities and consumption levels increased exponentially.


Flash forward to 1952 when the first CNC machine was developed. The CNC machine is now a manufacturing staple, included in nearly every shop that manufactures various items, prismatic parts, gears, and more. CNC machines were created with complex shapes in mind, as creating them via machine requires less time and energy than it does by hand. Then, in 1980, the invention of the all-purpose finishing machine was born from the mind of James Richards. These machines finish parts and gears with repeatable precision, completing larger assemblies for a plethora of industries, such as aerospace, automotive, locomotive, and even kitchenware.
The manufacturing industry was born on a foundation of creativity, innovation, efficiency, and convenience. As cities expanded and the human population grew, both the need and desire for goods provided the perfect breeding ground for all four of these factors. With the expansion of the industry, economies flourished with the influx of created jobs and easily accessible necessities and pleasurable goods. Wages were improved, bringing countless families out of poverty, while simultaneously creating a gap between classes that would only continue to expand into the modern day. The encouragement of urbanization coaxed people out of rural living, and cities formed around factories. Today, cities are epicenters for more than just manufacturing—art, music, politics, education, and more. But without the advancement of the industry, no building would stand as tall and as proud as they do now.

Deburring Debunked: The Ultimate Challenges
Jim Richards, founder of James Engineering, explains the top three part finishing challenges and the secret to overcoming them.
The process of finishing parts and gears before assembly comes with a set of its own unique issues. This manufacturing process is vital and cannot be skipped, or else assemblies would fail due to poorly prepared parts/gears. Finding simple, efficient solutions to these issues is crucial, as it ensures overall effectiveness and quality of an assembly.
We interviewed Jim Richards, the founder of James Engineering, and asked him what he finds to be the top three part finishing challenges. Richards has been at the forefront of the deburring industry for a little over forty years and is seasoned when it comes to overcoming a challenge.
1. Conflict with Customer Prints

“One of the biggest challenges is meeting customer requirements within blueprints,” Richards says. “Sometimes, the people writing these specifications don’t understand the tooling that is required with deburring or how it works.” Richards later goes on to say that this particular issue is not only the hardest one to solve, but the most common one faced within the deburring industry. The process of deburring is very complex, and if blueprints aren’t drawn correctly, deburring can seem impossible on that specific part because of the ultimate limitations that come with the process. “Sometimes we don’t have the kind of tools to do what the blueprints ask of us,” explains Richards, “but we’ve learned to solve these problems over the years.”
What Richards has learned is that collaboration and adaptability are key when it comes to sidestepping this conflict. The engineers at James Engineering are in constant contact with their customers in order to meet their requirements in achievable ways. “Sometimes we get companies who send in drawings that we absolutely cannot change,” Richards adds, “Take Pratt & Whitney for example. That’s a big company that requires consistency, we can’t just up and change what they’ve sent us. So we have to do what they’re wanting us to do. But we’ve learned to do the job.”
2. Cost of Consumables
“Understandably, you can’t build a quality part with cheap materials,” Richards starts, “Sometimes you have to spend a little more to get a better part.” Richards explains that every James Engineering machine is built with the intention of using particular brands or items. If these specifications aren’t followed, the final quality cannot match what is promised by one of their machines. “The quality of chamfer we need and produce is from running a finer grit grinding wheel,” Richards explains when asked for an example. “The wheels we use are made of cotton, which don’t last as long as these tiger claw, aluminum oxide coarse wheels. Well, these coarse wheels remove metal fairly easily, but they leave a really jagged finish. People run these wheels for economic reasons, because yes, they’re cheaper, but they will destroy a part.”
James Engineering machines are known for producing beautifully precise and consistent chamfers. This is greatly due to the kind of grinding wheels they use, which are comprised of cotton and resin. The idea of using cotton in a grinding wheel is surprising to many, but in terms of chamfering, this kind of wheel is a champion of it. The cotton acts as a dampener, meaning these wheels’ tendency to bounce is extremely low, especially compared to woven fiberglass wheels. While the cost of running these coarse fiberglass wheels is smaller up front, it will actually cost a greater amount in the long run due to a high rate of scrapped parts. This is a great example as to why using the intended tools is extremely important for overall production. “We have to establish what we’re going to use and that has to be followed.”
3. Consistency of Parts Presented

The third most frequent challenge Richards has seen is the consistency of parts presented. “We often get sample parts from customers, and their conditions will sometimes change. So then we have to take samples of burrs and look at their size and decide what we can and cannot do. I’ve seen samples come in with burrs an inch and a half tall!” Essentially, machines are manufactured to handle a consistent, established size of burrs for specific parts. For example, a company will send in a dozen samples of the same part. Eleven out of twelve of these parts have burrs roughly the same size, but the twelfth will have a burr substantially larger than the rest. This twelfth part wouldn’t receive complete deburring using the same specs as the other eleven parts—it would require an entirely different set of measurements, tooling, and time. But this issue is easily avoidable as long as customers take care of one particular aspect: changing the part cutter on their CNC machines.
“When you’re making a gear or part, the hob cutter will start off as razor sharp, but it eventually wears out, naturally. We [at James Engineering] have to make sure we qualify when you change your cutter. Operators can’t be running their cutters down to total wear then give us huge burrs. So we need to establish the point of which they change their cutter so we receive parts that we’re capable of deburring.”
This may sound laborious and costly, but again, this ultimately saves money in the long run. If cutters are changed regularly, the predictability and consistency of their parts becomes manageable. This then makes it easier for James Engineering to manufacture machines that work perfectly for a shop’s needs. If the cutter is not changed frequently, extra tools must be added to a shop’s machine, costing them more in money and processing time. “You’re better off to change the cutter and leave our process simpler,” Richards explains.
So, how avoidable are these challenges?

“These are all very easily avoidable!” says Richards. “With consistency of parts presented, we just need to qualify the part that we’re going to deburr and establish that in writing. With the cost of consumables, we have to establish exactly what we’re using and write it into the warranty. Conflict with customer prints is always trickier, as we sometimes can’t change anything about the blueprints we’re sent. [We just] have to be adaptable.”
James Engineering prides itself on being a thorough and precise business—these values can be found at the core of the company. They are what make their machines so consistent and products so repeatable. There’s a reason why their deburring systems are at the top of the market.
What are the ultimate solutions?
With each customer comes a new challenge, but conflict with customer prints, the cost of consumables, and consistency of parts presented are usually given. However, after decades of dealing with the same issues, Richards and those at James Engineering have found that the following are the top solutions:
· Adaptability
· Reliability
· Flexibility
· Thoroughness
· Consistency
· Communication
By adhering to these six simple values, no challenge is too much for James Engineering.
To learn more about their machines, click here.
To send any sales inquiries or further questions, email Sales@James-Engineering.com

Types of Deburring
Let’s dive in to eight different methods of deburring!
Punch Deburring
Since its perfection in 1770, sheet metal has become a commonly used material within the manufacturing world. One of the most popular ways of cutting and manipulating sheet metal is a method called “punching”. A punch machine uses interchangeable tools to cut out shapes from the sheet metal, and it’s vital that these tools are sharp. If they aren’t, they require more force to cut through the metal, which can lead to the formation of burrs. Punch machines can deburr the pieces of sheet metal they just cut, and they do so with another set of interchangeable tools, which are meant for deburring. This method of deburring works well for pieces cut from sheet metal, but it’s extremely limited when it comes to parts with complex geometries.
Tumbling Deburring

This method involves parts/gears being tumbled in a barrel full of water and loose materials (known as tumbling media), such as glass beads, steel, or plastic. The force of the material and parts tumbling against each other will break off any present burrs and smooth out a part’s surface. Operators must be able to choose their media correctly, as some will do extreme damage to gears/parts made of other certain materials. For instance, steel parts must be paired with steel material. Tumbling is a good option for larger parts/gears, as it is a quicker way to remove their burrs compared to doing it by hand, and they are less likely to suffer overall structural damage from it. However, that risk is still there, and it can ultimately do more harm than good.
Vibratory Deburring
Vibratory deburring is like the tumbling method in the sense that parts are put into a barrel with tumbling media, but it’s more effective and gentler than its cousin method. When the loose material is vibrated against parts/gears, the force shears off burrs and other imperfections with equal force, making it a safe method for smaller, more delicate parts. This process is used frequently within industries such as the aerospace or medical industries and can even be used for parts made of wood or plastic.
Cryogenic Deburring
The cryogenic deburring method is similar to freezing off a wart. Parts are put into low-temperature chambers, where burrs are then frozen until brittle. The burrs will then get knocked off part surfaces when non-abrasive media is thrown into the chamber. This process doesn’t leave residue and preserves the surfaces of parts of any size. It’s a good option for processing large amounts of parts/gears at once, but it still lacks the precision that is necessary for complex parts.
Hand Deburring

This might be the most common—and the most time consuming—deburring method out there. Workers use handheld tools to manually complete processes such as brushing, edging, chamfering, polishing, and of course deburring. While this method allows for focused precision, workers are limited to working on one part at a time, making it extremely inefficient for high or medium volume shops. These workers also require adequate training and experience, seeing as one mistake can scrap an entire part; a little too much material taken off a part/gear can cause it to not fit into its greater assembly properly and affect its long-term efficiency. Another issue with hand deburring is that consistent chamfers are hard to achieve with it, and chamfers of poor quality will also affect the function of a larger assembly. Some manufacturers still prefer hand deburring to other methods, but it costs too much time and money to be used widely.
Electrochemical Deburring
Electrochemical deburring is a unique method of deburring that shoots currents of voltage between a cathode and a burr, ultimately dissolving said burr. This process can remove any sort of excess unwanted surface material. It’s important to maintain a gap between the cathode and part needing deburring, as this gap (paired with an electrolyte solution) allow for the transfer of voltage. It’s much more precise compared to methods such as punch deburring or tumbling deburring, and allows holes, cross holes, and intersections to be deburred easily. However, this method is limited to a small variety of materials seeing as some don’t contain the required levels of conductivity.
Thermal Deburring
The thermal deburring technique is carried out by placing parts in a pressurized chamber and setting off a series of controlled combustions, which essentially melt off any burrs or surface imperfections. The overall structure of the part/gear in the chamber isn’t harmed due to how momentary these mini explosions are, however the risk of excessive heat damage is still present. Once the burrs are removed, the part/gear is left with a thin film coating its surface and it must be cleared off before it is further processed. While efficient when it comes to removing multiple burrs/surface imperfections at once, it also lacks the necessary precision required by some industries, such as the aerospace industry.
Machine Deburring
Machine deburring is the most effective method of deburring when it comes to timeliness, cost efficiency, and precision, and has been gaining popularity as the demand for all three of these factors has grown dramatically over the course of the last few years. Machine deburring extends to both CNC machines and finishing machines, such as the MAX System from James Engineering, a high precision deburring and chamfering machine. CNC machines are most efficient when it comes to cutting parts, but they also have limited deburring capabilities. The MAX System and its one-of-a-kind technologies allows the machine to deburr and chamfer, radius, wash, and brush a part concurrently. This is due to its multi-tooling feature, which is customizable to any company’s needs. It also features an 11-axis overhead gantry system, making any angle reachable. The MAX is a great option for both parts and gears of any size and any complexity, and with Focused Deburring (a technology unique to James Engineering), burrs can be targeted—something only James Engineering finishing systems are capable of.
Which one is right for you?
These eight methods of deburring are used for a wide range of industries, parts, and gears, and each have their own pros and cons. Finding the right one for your company ultimately depends on the volume at which your shop is producing, and what parts/gears you produce. The lower your shop’s volume is, and the simpler your parts, methods such as hand deburring can be a reasonable choice. If your shop is producing at a high volume and working with a wide array of gears/parts of a variety of materials, a specialized finishing machine such as the MAX System is the most time and cost-effective move to make. Doing your own research is important, and you know your shop’s needs the best… but you can never go wrong with the MAX.

The Dynamic Duo
Why a CNC machine and the MAX System make the perfect pair.
As the demand for parts grows exponentially within the manufacturing industry, so does the need for expert deburring and chamfering. James Engineering manufactures an all-purpose finishing system known as the MAX System that is meant to be paired with CNC machines to produce parts of the highest caliber.
“The MAX is meant to compliment CNC machines,” explains Scott Richards, Vice President of James Engineering. “The MAX allows CNC machines to do what they do best: make parts.”


While CNC machines can deburr parts, they tend to be choppy, aggressive, and slow at it; their primary function is to cut. This means high-volume shops are extremely limited when it comes to both the quality and quantity of parts they’re producing (that is if they rely on CNC machines to deburr as well). The MAX is the solution to this problem—it leaves cutting to the CNC machines and does everything else. “We’re not trying to make a metal cutting machine, or a part manipulator. We’re making a machine that does a delicate job quickly in a way that hand deburring, and CNC machines, can’t,” says Richards. So once the CNC machines can focus solely on cutting, a higher volume of parts can be produced in one day, ultimately heightening a company’s productivity as well as increasing their overall part quality.


Not only does the MAX make overall processing easier, but the machine itself is easily operatable, especially for those who have prior experience with CNC machines. “Within four minutes anybody could learn how to use the machine,” Richards states, “We teach these machines to move into position conversationally, have it catch that point, then move to another position. This is unlike CNC machines, or even robots. If someone new wanted to run a CNC machine, they’d have to understand the language the program is written in; we do not run M- or G-code, we use conversational programming.”
Deburring in a CNC machine can be inaccurate and slow-moving—but that’s because deburring isn’t the main function of a CNC, cutting is. The whole purpose of the MAX is to take the weight of deburring off CNC machines. So while the CNCs focuses on expertly cutting parts, the MAX deburrs, chamfers, brushes, washes, and surfaces all in one go after said parts have gone through the CNC. The MAX will pick up a CNC’s slack, and vice versa, making them the perfect pair. The duo will drastically reduce cycle times while still producing a high volume of expertly processed parts with focus, and without the sacrifice of integrity. For any shops out there running into issues with CNC deburring, or for companies who would simply like to increase their productivity overall, investing in the MAX is the next step you need to make.
Everyone needs a best friend, even machines. Give your CNC its best buddy today and inquire at Sales@James-Engineering.com as to how you can bring your MAX home.