
Mastering Deburring: From Micro Parts to Massive Gears
In manufacturing, the size of parts can pose substantial challenges when it comes to deburring and chamfering processes.

In manufacturing, the size of parts can pose substantial challenges when it comes to deburring and chamfering processes. Whether you're a manufacturer dealing with delicate medical micro components, large mining gears, or life critical aerospace and defense parts requiring precision, finding the right deburring machine is critical. At James Engineering, we specialize in deburring solutions tailored to handle the diverse needs of modern manufacturing.
Deburring Machine for Small Parts and Micro Components
Deburring and chamfering small parts and micro components demand precision and finesse. Our surface finishing machines are designed with advanced compliance technology to cater to these exacting requirements. From intricate micro parts to precision components, our machines ensure consistent and high-quality results every time. Fully automated features reduce human intervention, freeing up your workforce for more specialized tasks.
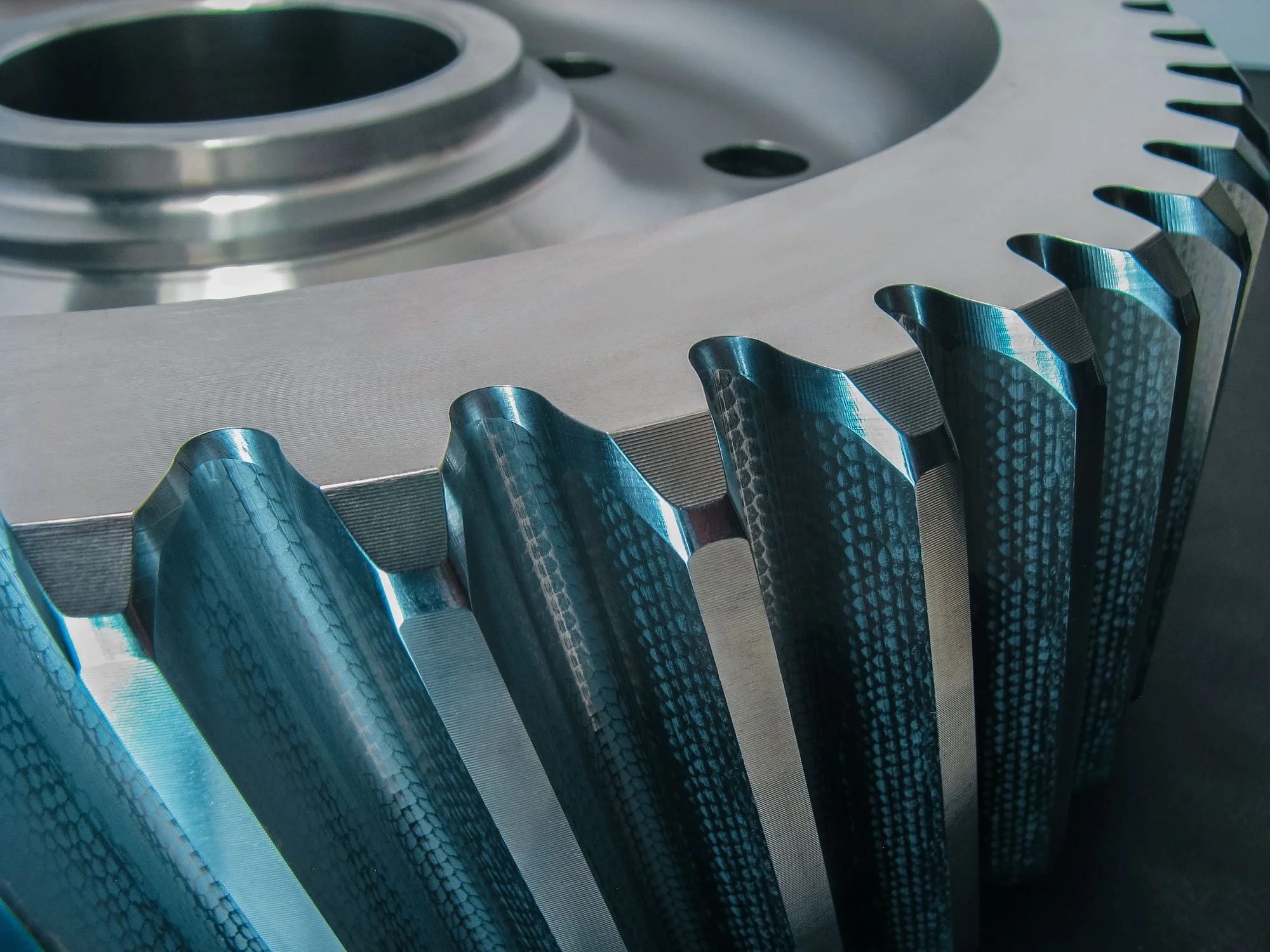
Deburring Machine for Large Gears
Dealing with large gears presents unique challenges in deburring and chamfering. Our specialized large gear deburring machines are equipped to handle these massive components with ease. Automated processes streamline operations, delivering efficient and reliable results while reducing manual labor costs. Consistent deburring of large gears ensures optimal performance and longevity in your machinery.
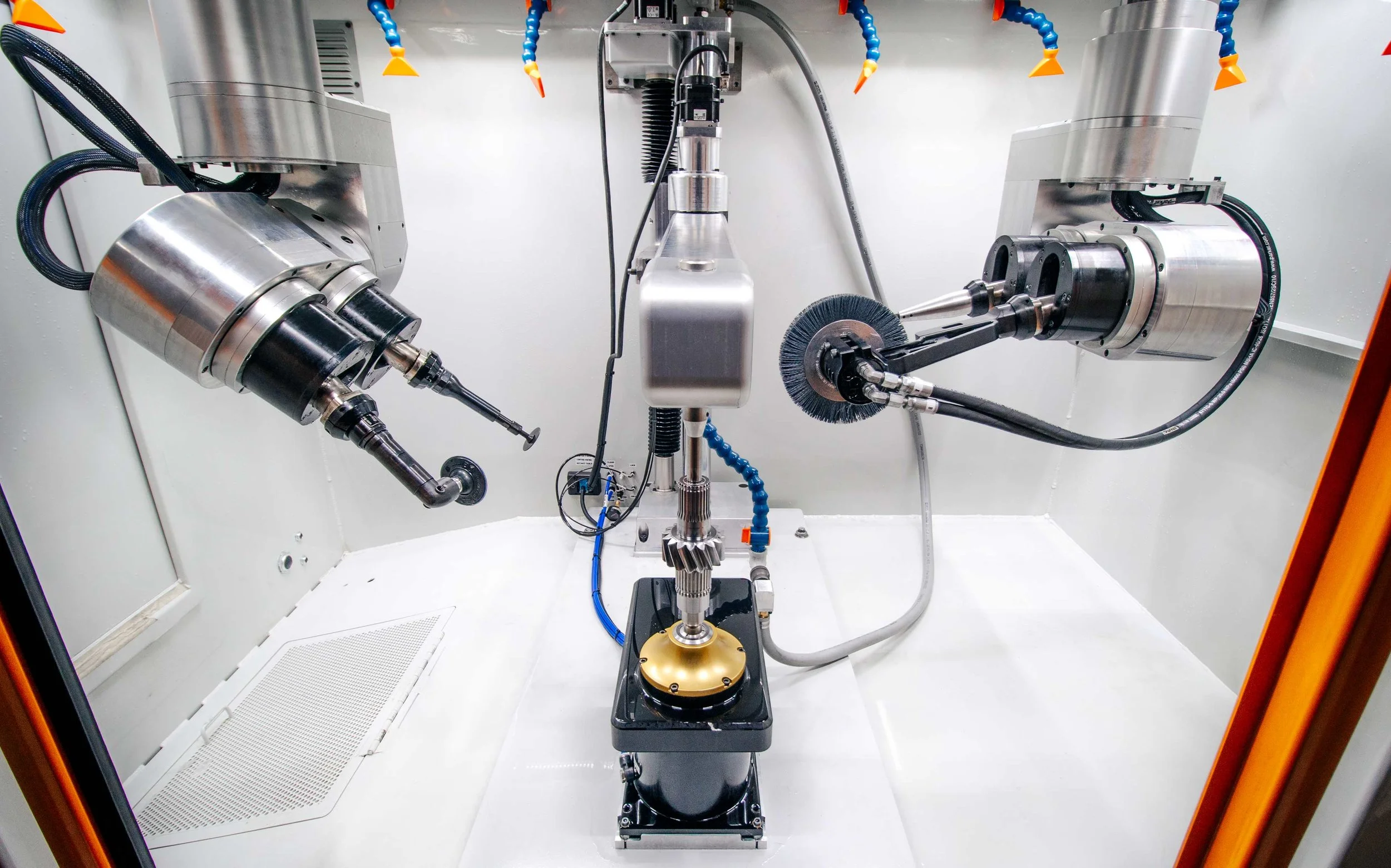
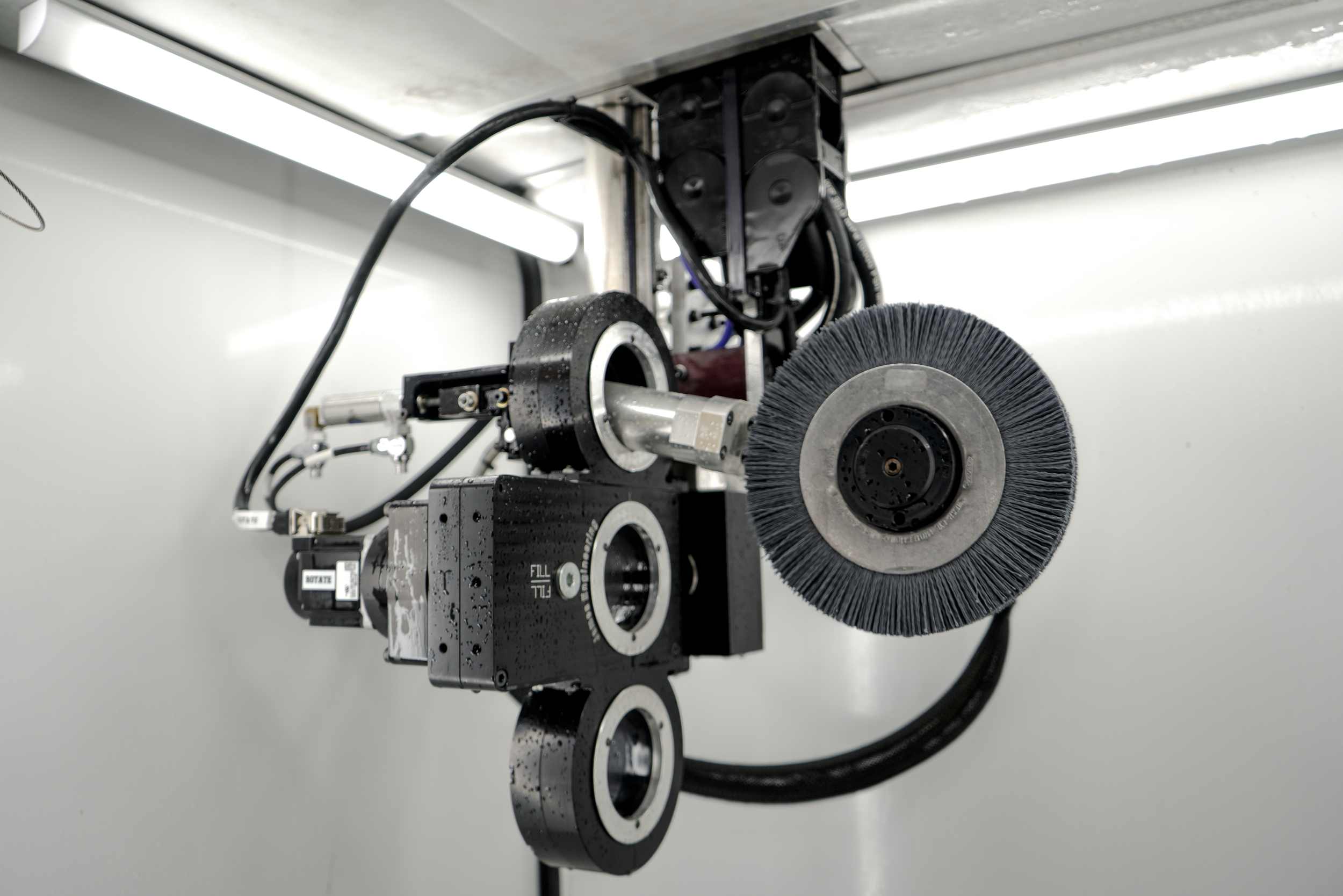
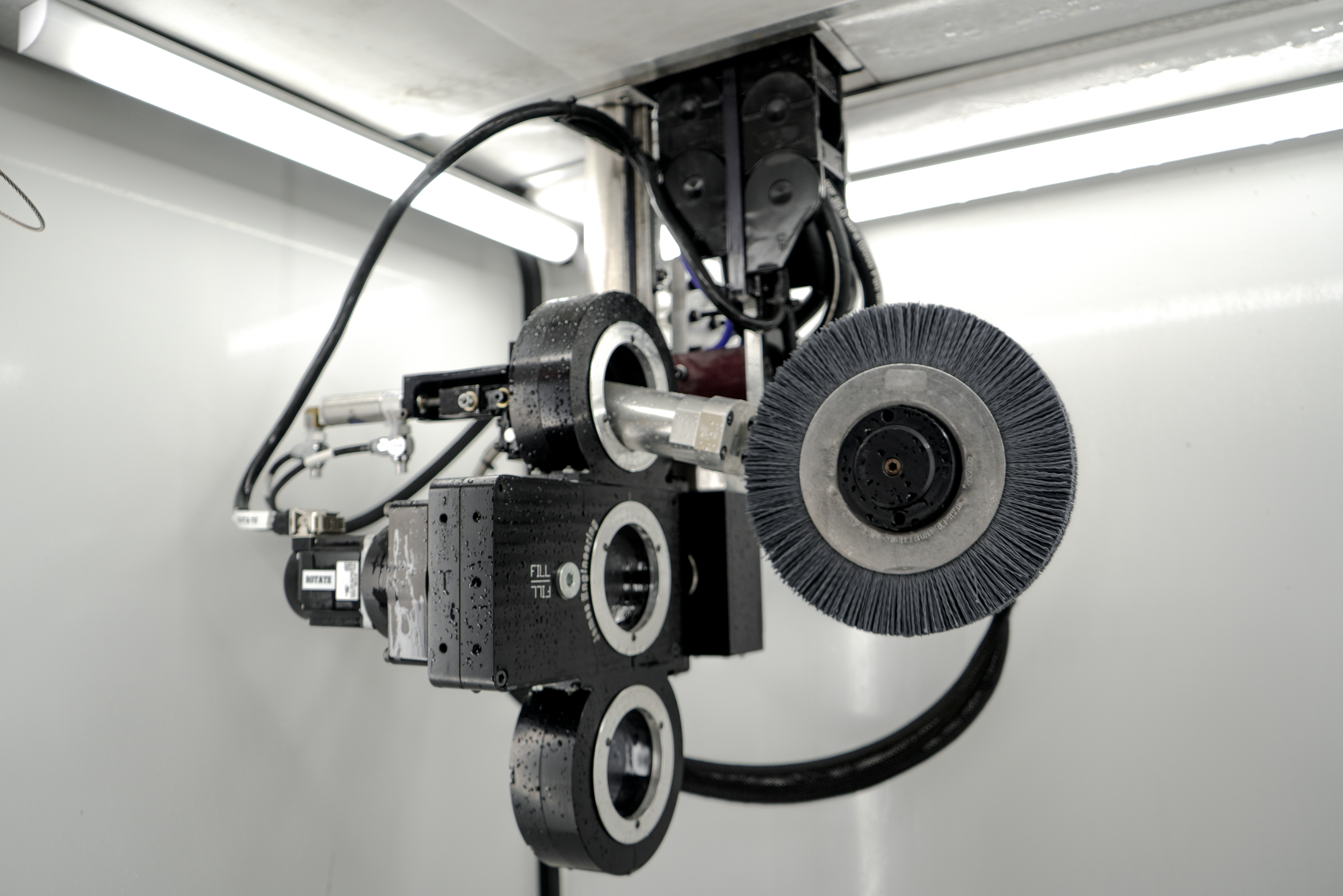
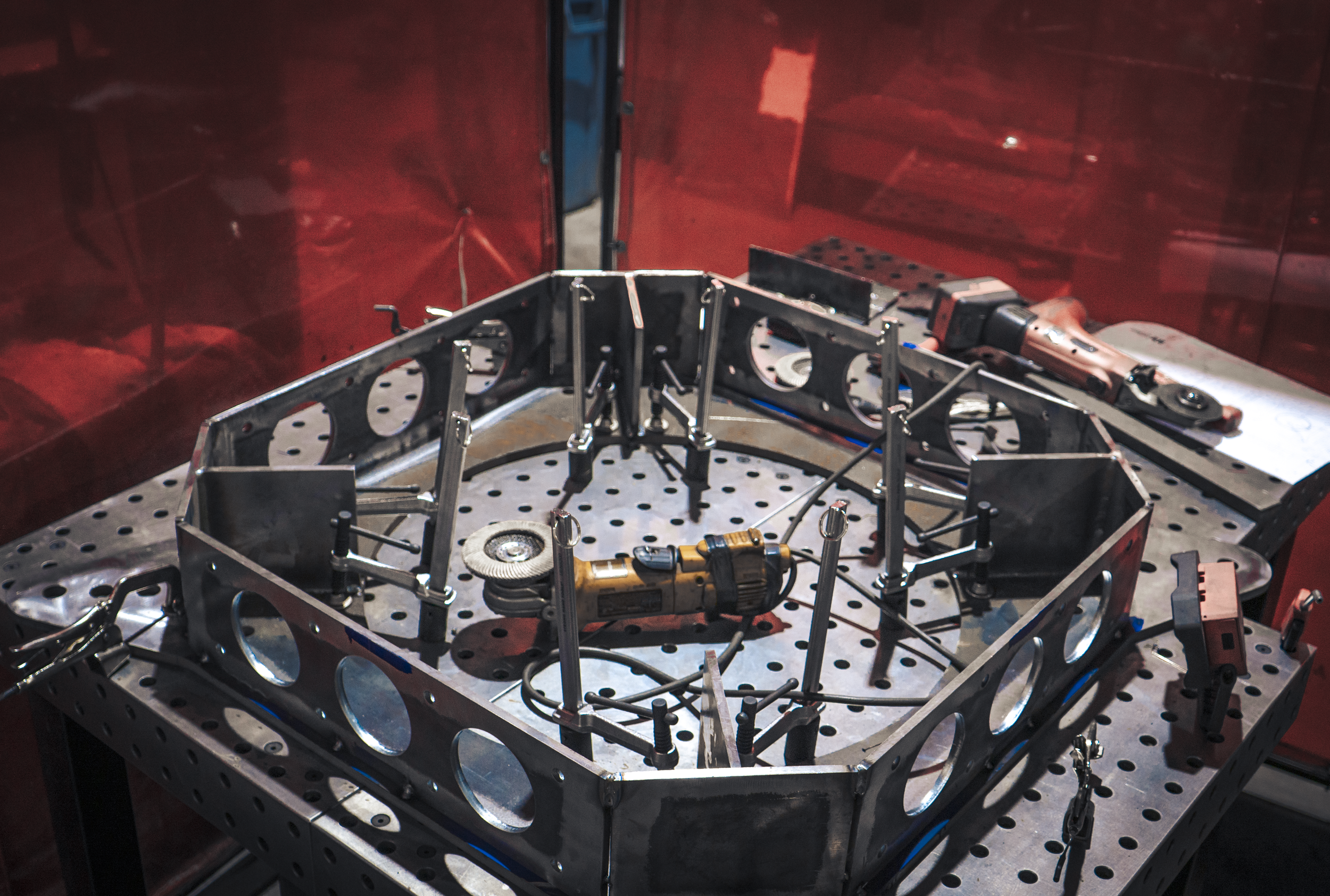
James Engineering redesigned their famous MAX System with an open back to accommodate large gear deburring and chamfering
Deburring Machine for Aerospace and Defense Parts
In the aerospace and defense industries, precision is non-negotiable. Our deburring machines are engineered to meet the stringent demands of these sectors. Whether deburring intricate aerospace components or critical defense parts, our machines deliver unparalleled accuracy and repeatability. Customizable settings allow for precise adjustments to match specific part requirements, ensuring adherence to strict industry standards.
Wide-Range Surface Finishing Machines
Don't let part size limitations hinder your manufacturing excellence. James Engineering offers specialized deburring machines tailored for small parts, micro components, large gears, and aerospace/defense parts. Experience consistent quality, efficiency, and cost-effectiveness in your deburring processes.
Do I need a Chamfer Machine or a Deburring Machine?
Learn the difference here
Contact us today to explore how our advanced surface finishing technology can elevate your manufacturing operations across diverse part sizes and industries.
Master large gear deburring or small gear finishing with James Engineering's complete deburring solutions!
The Future of Automation in Manufacturing | Machines vs. Human Labor
As manufacturing landscapes evolve, automation emerges as a crucial solution for optimizing processes like deburring and chamfering. This article explores the pressing need for automation in manufacturing, the challenges faced by human labor, and the limitations encountered with traditional robotic systems.

Automation in Part Manufacturing
As manufacturing landscapes evolve, automated deburring emerges as a crucial solution for optimizing processes like machine deburring and machine chamfering. This blog explores the pressing need for automated deburring, the challenges faced by human labor, and the limitations encountered with traditional robotic systems.
The Need for Automated Deburring in Part Finishing
Modern manufacturing demands high levels of efficiency and precision, especially in tasks like deburring and chamfering critical for part quality. Human labor, while skilled, faces challenges such as fatigue, variability, and safety risks. These factors hinder consistent production output and quality assurance, necessitating a shift towards automation.
Challenges of Human Labor
Limitations and Safety Concerns

Manual hand deburring and chamfering tasks are time-consuming and physically demanding, leading to potential errors and variability in results. Moreover, human operators face safety risks associated with handling sharp edges and heavy machinery, impacting both productivity and worker well-being.
Challenges of Industrial Robots
Rigidity and Adaptability

Traditional industrial robots, while efficient in certain tasks, often lack the adaptability required for complex deburring and chamfering processes. Their rigid programming limits flexibility, leading to challenges in handling diverse workpiece geometries and achieving consistent results across different parts.
Focused Deburring

Micro to parts over 25 feet, all materials can be automatically deburred, including soft die-casted and powdered metals.
Precision and Adaptability in Automated Deburring
James Engineering experts emphasize the significance of compliant technology in addressing these challenges. Their patented Focused Deburring can adapt to varying workpiece geometries, ensuring precise and consistent results without constant manual adjustments, or the need to mask parts. This adaptability reduces errors, enhances quality control, and streamlines manufacturing processes. Ensuring the next level of precision in deburring machines.
Integrating Automation for Sustainable Manufacturing
The evolution of manufacturing hinges on integrating automation solutions that combine efficiency, precision, and safety. By addressing the limitations of human labor and traditional robotic systems, manufacturers can achieve higher productivity, quality assurance, and workforce empowerment. Experts like James Engineering offer valuable insights and solutions that pave the way for a sustainable and innovative manufacturing future.
See the different system options here.
Contact us to determine which system best suits your manufacturing needs.
The Chamfer Machine Unmatched by All
Gear chamfer machine manufacturers who make an automatic chamfer machine may succeed at efficiency, precision, or sustainability but finding an optimized solution of all three advantages remains elusive. Until now

Chamfer Machine Manufacturers
Automated Chamfer machine manufacturers who make an automatic chamfer machine may succeed at efficiency, precision, or sustainability but finding an optimized solution of all three advantages remains elusive. That however is where the all-purpose MAX System Machine by James Engineering comes in. The MAX System Machine is not just another chamfering tool; it represents a shift in machining technology. Designed to deliver unmatched performance across multiple fronts, the MAX System Machine redefines what is possible in chamfering operations. Not only does it provide a repeatable precision chamfer, but its versatility extends to accommodating an unlimited array of tool heads meant for deburring, polishing, radiusing, other finishes, and more.
Changing Industrial Manufacturing

The reason James Engineering’s machines reach such a high level of optimization could be attributed to their commitment to being a full OEM manufacturer. By producing all components of the machine in-house, James Engineering holds complete control over every feature, ensuring maximum performance and reliability. This also allows for the creation of flexible machines that fit the needs of any customer. Every machine aspect can be configured to optimize any operation.
Efficiency
Efficiency is at the core of the MAX System Machine's design. James Engineering's multi-tool machines are engineered to perform tasks quickly and simultaneously, minimizing cycle times and maximizing productivity. For example, the MAX System M5W consists of two 5-axis overhead servos with two interchangeable tools each. They perform operations simultaneously on a c-axis rotary table, making this a 4-tool 11-axis machine. James’ machines have chamfered and deburred 82 gear teeth on a part in just 30 seconds, including secondary burrs. However, companies love to talk about quick cycle times but are quiet regarding change-out time in between the cycles. James Engineering surpasses this norm of slow downtimes by achieving efficiency that extends beyond cycle speeds. By eliminating setup time and maintaining a saved log of cycles, James Engineering enables seamless transitions for running multiple parts or simply with the push of a button repeating the same part. Each machine is designed with a user-friendly control panel allowing for any operator to run them, regardless of experience. James Engineering also offers fully automated “lights out” machines that require no human operator to run parts, further streamlining operations.
Precision
Precision is another area where the MAX System Machine stands out. With consistent radiuses and cutting-edge compliant technology, James Engineering sets a new standard for precision chamfering. Unlike conventional machines that may struggle with unpredictable variables such as wheel wear or part inconsistencies, the MAX System Machine's patented compliant technology ensures consistent results every time, regardless of external factors. With a huge gain in efficiency, there is no loss in precision, there is quite the opposite. Even on small micro-parts, there is a visual difference when the part is finished on a James Engineering machine. Intricate and oddly shapen parts are also still finished with perfect chamfers and radiuses. These precision finishes minimize part wear and stress points to the fullest extent.
Sustainability
Sustainability is a must in modern manufacturing, and the MAX System Machine delivers on this as well. Programmable cycles, which can be saved as "recipes," ensure perfect cycles every time, eliminating scraped parts and optimizing resources. With optional “wet” cycles, these MAX System machines are equipped with a 150-gallon tank that is filtered and recycled into the next cycle, maximizing the use of the water. Additionally, James Engineering produces their own grinding wheels with a liquid resin that extends part life and promotes even wear. Paired with compliant technology, that won’t over-engage tools, the life of the grinding wheels and various tool heads is greatly extended, further enhancing sustainability efforts.
An Automatic Chamfer Machine like no other
The MAX System Machine by James Engineering remains an industry leader in chamfering and finishing technologies, continuing to advance the manufacturing process. By seamlessly integrating efficiency, precision, and sustainability into a single, innovative solution, the MAX System Machine allows manufacturers to elevate their chamfering and finishing operations to new heights of performance and excellence.
If you’d like to know more reach out and learn how James Engineering can upgrade and take your manufacturing process to the next level. Watch our machine in operation below and see our technologies in action.

The Power of Compliant Technology, the Magic Behind The MAX
There’s major problem in the industry! Find out how we solve it!

See how James Engineering is solving the problem of non-inform parts , watch the video below
Precision is key.
Yet, the reality often falls short of the ideal, with parts turning out to be anything but perfect. Scott Richards, Vice President of James Engineering, delves into the heart of this challenge, shedding light on the industry's persistent problem and the innovative solution James Engineering has developed.
Solving the Problem of Non-Uniform Parts
Watch below as Scott Richards opens the discussion by addressing a common yet critical issue in manufacturing: non-uniformity. Many parts, despite appearing round, lack uniformity in dimensions. This discrepancy poses a significant challenge, particularly in processes like deburring, where precision is paramount.
Traditional approaches, including vision systems and CNC machines with complex algorithms, have failed to adequately address this issue over the past four decades. However, James Engineering's breakthrough compliant technology offers a revolutionary solution.
The Essence of Compliant Technology
Compliant technology mimics the human hand's ability to sense and adapt to surfaces in real-time. Unlike conventional methods reliant on lasers or mathematical equations, compliant technology mechanically senses and reacts to surface variations as they occur. This approach eliminates the need for predictive algorithms and ensures consistent results, even with perishable tools prone to uneven wear.
Navigating the Challenges of Inconsistent Parts
Watch as Scott delves deeper into the complexities of inconsistent parts, emphasizing the significant impact of stress relief in machining processes. As parts undergo machining, stress relief can cause unexpected distortions, leading to mismatches between the intended model and the final product. This disparity poses challenges for CNC machines and robots programmed to expect uniformity.
Addressing the Inconsistency
James Engineering's compliant technology offers a versatile solution to address inconsistencies across various manufacturing processes. By dynamically adjusting to surface variations, the technology ensures precise results, regardless of a part's shape or dimensions. Unlike traditional methods reliant on human intervention, compliant technology offers unparalleled accuracy and repeatability, enhancing overall manufacturing efficiency.
Empowering Manufacturers with Precision
In a competitive manufacturing landscape, precision is non-negotiable. James Engineering's compliant technology empowers manufacturers to achieve unparalleled precision and consistency, revolutionizing traditional manufacturing processes. By eliminating the reliance on manual intervention and predictive algorithms, the technology streamlines operations, reduces costs, and enhances product quality.
Embracing the Future of Manufacturing
As industries evolve and technology advances, embracing innovative solutions becomes imperative for sustained success. James Engineering's compliant technology represents a paradigm shift in manufacturing, offering a glimpse into the future of precision engineering.
Scott Richards's insights into the transformative potential of compliant technology underscore its significance in revolutionizing manufacturing. By bridging the gap between traditional methods and emerging challenges, James Engineering paves the way for a new era of precision and efficiency in manufacturing.
Incorporating compliant technology into manufacturing processes holds the promise of unlocking new possibilities and driving unprecedented levels of efficiency and precision. As industries continue to evolve, embracing such innovations will be crucial for staying ahead of the curve.


Mastering Work-holding: The Advantages of Self-Centering Clamps
In engineering and manufacturing, achieving precision and efficiency is not just desirable; it's crucial for success. As industries evolve, so do the tools and technologies used to streamline processes and save valuable time. One such innovation that has transformed the landscape of workholding solutions is the self-centering clamp. Let's explore their benefits and understand the uses.
In engineering and manufacturing, achieving precision and efficiency is not just desirable; it's crucial for success. As industries evolve, so do the tools and technologies used to streamline processes and save valuable time. One such innovation that has transformed the landscape of workholding solutions is the self-centering clamp. Let's explore their benefits and understand the uses.
Understanding Centering Clamps
Centering clamps, also known as engineering clamps, are indispensable tools in various industries where holding workpieces securely and precisely is essential. Traditionally, clamping mechanisms required meticulous adjustments to ensure proper alignment, often leading to time-consuming setups and adjustments. This is where self-centering clamps step in to revolutionize the game.


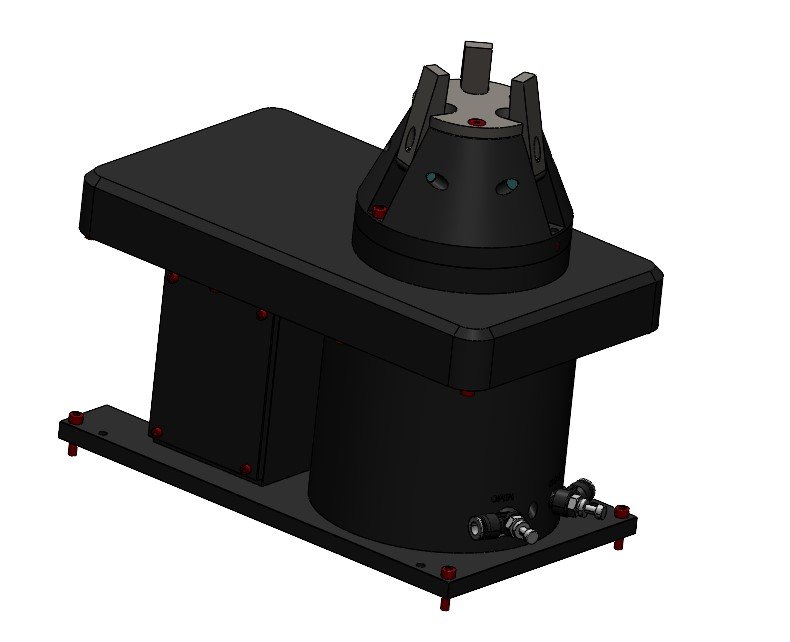
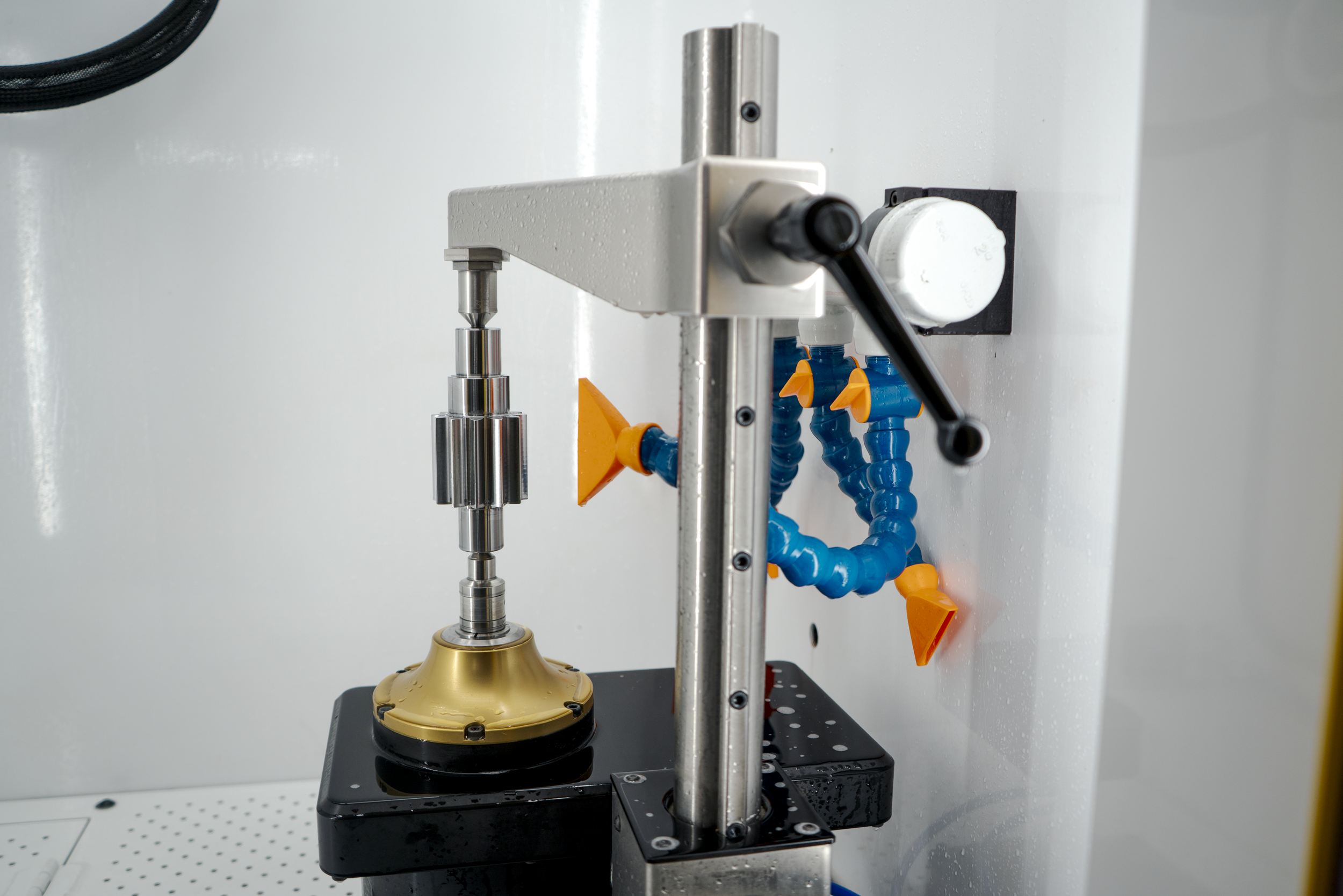
Unyielding strength in every grip. The JE heavy-duty Work Station is built to handle 1000+ pounds with ease.
Enter Self-Centering Clamps
Self-centering clamps stand out as a beacon of innovation in the realm of workholding solutions. These ingenious devices are designed to automatically center and secure workpieces with lightning-fast precision, eliminating the need for manual adjustments. This "quik-change" feature ensures lightning-fast change-outs, significantly reducing setup time and increasing productivity.
Time-Saving Benefits
Time is money, especially in the competitive landscape of manufacturing. With traditional clamping methods, precious minutes are spent on meticulous adjustments to achieve the desired alignment. Self-centering clamps, on the other hand, drastically reduce setup time by automatically centering the workpiece with unparalleled speed and accuracy. This means engineers and machinists can devote more time to actual production tasks, maximizing efficiency and output.
Labor Advantages
Labor optimization is another crucial aspect of any manufacturing operation. By incorporating self-centering clamps into the workflow, companies can streamline their processes and make more efficient use of human resources. With reduced setup times and simplified operation, skilled workers can focus on tasks that require their expertise, rather than repetitive manual adjustments.

Versatility and Reliability
Self-centering clamps are renowned for their versatility and reliability. See multiple versions here.
Whether in CNC machining, welding, assembly, or any other application requiring precise workholding, these clamps deliver consistent performance, ensuring repeatable results with minimal effort.
Conclusion
In conclusion, self-centering clamps represent a significant leap forward in workholding technology. Their ability to provide lightning-fast change-outs, coupled with the time-saving benefits and labor advantages they offer, make them indispensable tools in modern manufacturing environments. By embracing innovation and efficiency, companies can stay ahead of the curve and unlock new levels of productivity in their operations.

The Largest Gear In The World | Machining's Biggest Debate
In 2009, scientists at the Institute of Materials Research and Engineering, Singapore, created the world's smallest working gear, controlled at a molecular level. This was officiated by the Guinness World Records, but when it comes to the largest gear, there's a bit of controversy. It's a touchy subject in manufacturing circles, with competing firms often reluctant to discuss.
Tiny to Titan
In 2009, scientists at the Institute of Materials Research and Engineering, Singapore, created the world's smallest working gear, controlled at a molecular level. This was officiated by the Guinness World Records, but when it comes to the largest gear, there's a bit of controversy. It's a touchy subject in manufacturing circles, with competing firms often reluctant to discuss.
Not Your Typical CNC
From towering wind turbines to immense mining equipment, these gears play critical roles in powering, moving, and shaping the infrastructure of modern society. They require specialized and intricate manufacturing, even in post-processing. For example, James Engineering redesigned its state-of-the-art chamfering and deburring machine by adding an open back. This adjustment allows the machines to handle gears or components of any size.

Hofmann Engineering
The Competitors
Some of these gears are so massive they could host an entire manufacturing staff comfortably. Take, for instance, Hofmann Engineering's shipment of a forged steel mill gear, a colossal with a diameter of 13.2 meters, weighing a staggering 73.5 tons. But can they claim the title of the world's largest gear? Not so fast, Rexnord/Falk counters with their 13.5-meter SAG mill gear. Among others, P. Van Der Wegen Gears isn't far behind. But just slightly above all these is Ferry Capitain. Already producing a 13.6-meter girth gear, their machine has the capability of producing a 16-meter gear. So does this mean Ferry Capitain takes the crown? Not quite.
The Debate
A big debate started on a Gear Technology page when someone brought up a 92-meter diameter thickener rack. This brought into question if the thickener rack or dragline rack should even be considered a gear because they themselves don’t rotate. The late Eliot K. Buckingham, an industry authority, wrote, “To my mind, a single gear is a piece of metal with projections on it. A gear is designed to be operated with another gear or gears.” In this light, the world's largest gear might just be a cog railroad, with the rail serving as a rack, this would theoretically be an infinite-sized gear.

Large Gear’s Motive
Depending on how you define a gear, you may still give Ferry Capitain the crown. However, these companies are not building gears for their size. Time has also passed since the creation of those large gears noted. Since these companies aren’t publicly announcing every job, a new victor, producing a custom job, could exist and not even know it. Ultimately, the motive to create these enormous-sized gears boils down to meeting customer needs. If a customer demands a 40-meter girth gear, these companies will deliver. It's what they do. And as technology advances, gears will only get larger, leaving us in awe of what's to come.
Conclusion
Stating who holds the record for the biggest gear might be as elusive as finding the best cup of coffee and until Guinness verifies it with a tape measure, skepticism will remain.
To learn more about large-scale manufacturing Click Here

Chamfer Explained - What is the Purpose of a Chamfer?
Chamfering’s importance is paramount in various fields such as civil engineering, woodworking, and machining. But what exactly is chamfering and what is its purpose?
Chamfering in Engineering
Chamfering’s importance is paramount in various fields such as civil engineering, woodworking, and machining. But what exactly is chamfering and what is its purpose?
Chamfer Definition
Chamfering refers to the process of creating a symmetrical edge by removing a right-angled corner or edge. Depending on component size, this may seem like a simple adjustment, but its implications are profound. Especially in industries like aerospace, automotive, etc; where precision is a must.

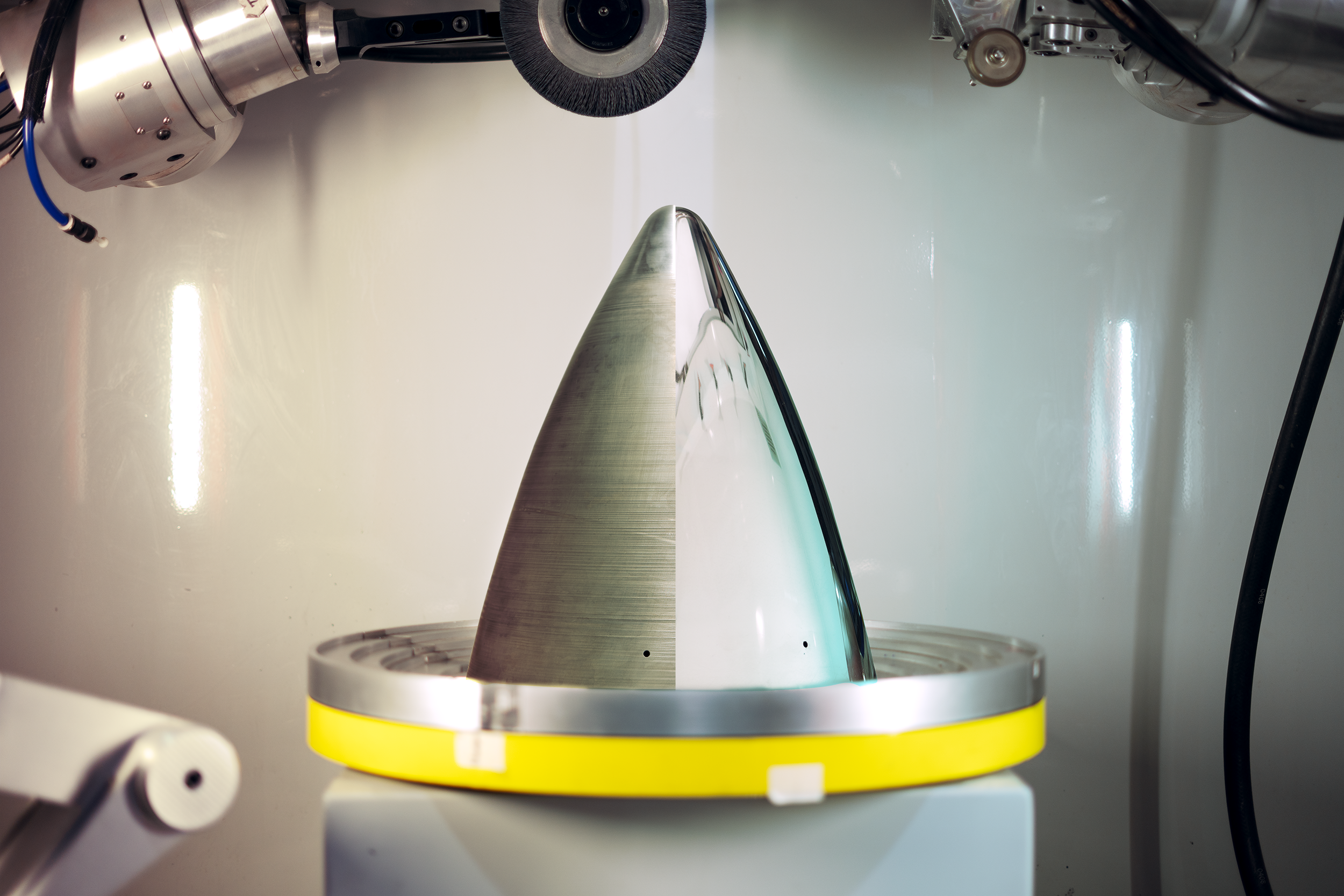
(Before/After)
Deburred and Chamfered with a James Engineering Max System
What is The Purpose of Gear Chamfering?
If parts and gears are left with no chamfer sharp angles can exist, posing a serious risk to operability and safety. These angles become stress points and the component becomes vulnerable to damage and fatigue. In machining, impacts, vibrations, and extreme heat exacerbate these risks and can lead to breaks or fractures. Damage like this can impact the performance of the entire machine. With a chamfer, the stress of the sharp edge is appropriately distributed and the risk of damage is eliminated.
Reducing Stress with a Chamfer
As an example, consider a 90-degree angle. Chamfering the angle flat and creating two 45-degree angles significantly decreases the stress of that edge. This minor altercation greatly extends the lifespan of components, ensuring durability and reliability.

90° angle cut to two 45° angles to remove stress point.
Optimizing the Gear Chamfering Process
Even though a chamfer is only a slight alter, chamfering can be a very tedious, time-consuming, and inconsistent process. However, advanced technologies have revolutionized this process. With our MAX automatic and manual gear chamfering machines, chamfering is no longer a challenge–it’s a seamless operation.
Our gear chamfering machines are engineered for an operator of any experience without compromising on precision, quality, efficiency, or sustainability. Whether it’s a large-scale project or a small intricate detailed job, our unique machines are tailored to meet any need. We specialize in custom solutions, whether it’s large single-part batches or varying parts in each cycle, we will fully optimize your process.
Conclusion
Chamfering plays a vital role in enhancing the performance and longevity of components across various industries. By understanding chamfering’s purpose and utilizing advanced technologies, engineers can ensure that their products will withstand the test of time. Reach out to learn how MAX and manual machines can optimize your chamfering process and elevate your operation to new heights.
Chamfer Explained 3D Animation
The Advantage of 11-Axis Machining over 5-Axis Machining in High Precision Part Finishing
In the realm of manufacturing, precision is paramount. Achieving high precision in part finishing not only enhances the quality of the final product but also significantly impacts efficiency and cost-effectiveness. Traditional machining methods have paved the way for advanced technologies like 5-axis machining, and now, the evolution continues with the advent of 11-axis machining. In this article, we delve into the nuances of high precision part finishing and explore the distinct advantages offered by 11-axis machining over its 5-axis counterpart.
In the realm of manufacturing, precision is paramount. Achieving high precision in part finishing not only enhances the quality of the final product but also significantly impacts efficiency and cost-effectiveness. Traditional machining methods have paved the way for advanced technologies like 5-axis machining, and now, the evolution continues with the advent of 11-axis machining. In this article, we delve into the nuances of high precision part finishing and explore the distinct advantages offered by 11-axis machining over its 5-axis counterpart.
Understanding High Precision Part Finishing

High precision part finishing involves the intricate process of refining components to exact specifications, ensuring dimensional accuracy, surface finish quality, and overall performance. This meticulous craftsmanship is vital across diverse industries, including aerospace, automotive, medical devices, and beyond, where precision is non-negotiable.
5-Axis Machining: A Step Forward
5-axis machining revolutionized manufacturing by enabling simultaneous movement of the cutting tool along five axes, allowing for enhanced complexity and flexibility in part production. This technology excels in sculpting intricate geometries and contours with remarkable accuracy, reducing setup time and increasing efficiency compared to traditional 3-axis machining.

The Emergence of 11-Axis Machining and Beyond
Building upon the capabilities of 5-axis machining, Multi-axes machining represents the next frontier in precision manufacturing. By incorporating additional rotational and tilting axes, this advanced technology introduces unprecedented levels of versatility and precision to part finishing processes.

Experience precision in action with James Engineering’s state-of-the-art 11-axis 2 Tower , The MAX, all purpose finishing machine – revolutionizing part finishing for top-tier quality and efficiency.




Benefits of 11-Axis Machining over 5-Axis
Enhanced Complex Geometry Machining: With six additional axes at its disposal, 11-axis machining offers unparalleled freedom in maneuvering the cutting tool around complex part geometries. This capability is particularly advantageous for producing intricate components with challenging features, such as undercuts, draft angles, and compound curves.
Optimized Surface Finish: The increased flexibility of 11-axis machining enables precise control over tool paths and cutting angles, resulting in superior surface finish quality. Fine details and delicate features can be meticulously refined, eliminating the need for secondary finishing operations and reducing overall production time.
Improved Tool Accessibility: Complex part geometries often present challenges in tool accessibility during machining. 11-axis machines address this issue by enabling dynamic tool positioning from multiple angles, ensuring optimal reach and coverage across the entire workpiece. This capability minimizes the need for repositioning and mitigates the risk of tool interference, enhancing overall process efficiency.
Streamlined Setup and Fixturing: By reducing the reliance on elaborate fixturing and setup arrangements, 11-axis machining simplifies the preparation process for part finishing. The increased range of motion allows for more flexible workholding solutions, optimizing workflow and reducing setup time and associated costs.
Enhanced Productivity and Cost Efficiency: The precision and efficiency afforded by 11-axis machining translate into tangible benefits for manufacturers. By minimizing material waste, improving cycle times, and reducing the need for secondary operations, this technology streamlines production workflows and enhances overall productivity while maintaining competitive pricing.

The Future of Machining
In the pursuit of precision manufacturing, the transition from 5-axis to Multi Axis machining represents a significant leap forward. By unlocking new levels of versatility, accuracy, and efficiency in part finishing processes, Multi-Axis machining empowers manufacturers to push the boundaries of innovation and meet the exacting demands of modern industries. As this technology continues to evolve, its transformative impact on precision manufacturing will undoubtedly shape the future of the industry, driving advancements in product quality, performance, and competitiveness.
Contact James Engineering on how multi-axis machining can improve your cnc manufacturing process. Sales@James-Engineering.com

Deburring for Different Industries: Custom Solutions for Unique Needs
Different industries have unique deburring requirements based on the materials they work with, the specific applications of their products, and the desired quality standards. As such, custom deburring solutions tailored to each industry's needs are essential for achieving optimal results. Let's explore how deburring is applied in various industries and the importance of custom solutions.
Deburring is a critical process in manufacturing that involves the removal of burrs, sharp edges, and other imperfections from metal, plastic, wood, and other materials. These imperfections can arise during machining, casting, forging, or other fabrication processes. Deburring not only enhances the aesthetics of the final product but also ensures safety and functionality by eliminating potential hazards and improving surface quality.
Different industries have unique deburring requirements based on the materials they work with, the specific applications of their products, and the desired quality standards. As such, custom deburring solutions tailored to each industry's needs are essential for achieving optimal results. Let's explore how deburring is applied in various industries and the importance of custom solutions.

The importance of precise chamfer lies in its ability to enhance the structural integrity and aesthetic appeal of engineered components, ensuring seamless assembly and optimal functionality in various applications.
Automotive Industry

Automotive Industry has varied components such as engine parts, transmission components, chassis components, and body panels that require deburring or chamfering
In the automotive industry, deburring plays a crucial role in ensuring the quality and performance of components such as engine parts, transmission components, chassis components, and body panels. Burrs left on these parts can interfere with proper assembly, cause premature wear, and compromise safety.
Custom deburring solutions for the automotive industry often involve automated processes such as multi axis systems equipped with specialized tools for consistent and efficient burr removal. Additionally, industry-specific chamfer or radius techniques, for complex-shaped parts or bulk processing of small components, are employed to meet the industry's stringent quality standards.

Deburring complex aerostructure parts poses unique challenges due to their intricate designs and critical role in aerospace applications. Our advanced solutions address these complexities, ensuring thorough and precise deburring for enhanced performance and safety in aircraft manufacturing.
Aerospace Industry
The aerospace industry demands the highest precision and reliability in its components to ensure the safety of aircraft and spacecraft. Deburring is critical in aerospace manufacturing to eliminate any surface imperfections that could compromise aerodynamics, structural integrity, or functionality.
Custom deburring solutions for the aerospace industry often incorporate advanced Focused Deburring technologies for intricate and delicate parts like turbine blades, airfoils, and engine components. These techniques enable precise edge and surface finishing without compromising the dimensional accuracy or material properties of the parts.

Medical device finishing plays a crucial role in ensuring the safety, functionality, and regulatory compliance of medical equipment, encompassing processes such as polishing, washing, deburring, and radius machining.
Medical Device Manufacturing
In the medical device manufacturing industry, where precision, cleanliness, and biocompatibility are paramount, deburring plays a vital role in ensuring the safety and effectiveness of medical implants, surgical instruments, and diagnostic equipment.
Custom deburring solutions for medical device manufacturing often involve specialized 11 axis and multiple tools to achieve smooth, clean surfaces free of burrs and contaminants.

Delving into micron-level deburring is pivotal in both medical device manufacturing and aerospace engineering. This precision process guarantees smooth surfaces and optimal functionality in medical parts, while also enhancing the performance and reliability of intricate aerospace components for seamless operation in challenging environments.
Micron Industry
In precision-focused industries, deburring is crucial for ensuring the functionality and reliability of components requiring micron-level precision. Custom deburring solutions often employ precise techniques and specialized equipment with programmable controls to meet exacting standards for product quality and performance.
Deburring is an essential process in manufacturing, serving diverse industries including automotive, aerospace, medical devices, electronics, and more. Customized deburring solutions tailored to each industry's needs are crucial for achieving top-quality results.
By investing in industry-specific deburring solutions, manufacturers ensure product integrity, reliability, and safety while meeting industry standards.
To learn how automated deburring and chamfering can work for your industry, contact The Deburring Experts at Sales@James-Engineering.com

How Automated Deburring Systems Revolutionize Manufacturing
In manufacturing, efficiency and precision are paramount. Any process that can streamline production while maintaining quality is highly sought after. One such innovation making waves in the manufacturing industry is automated deburring systems. These systems, including automated deburring machines and automated chamfer machines, are revolutionizing the way manufacturers handle post-processing tasks. Let's dive into what these systems are, how they work, and the benefits they offer.
In manufacturing, efficiency and precision are paramount. Any process that can streamline production while maintaining quality is highly sought after. One such innovation making waves in the manufacturing industry is automated deburring systems. These systems, including both automated deburring machines and automated chamfer machines, are revolutionizing the way manufacturers handle post-processing tasks. Let's dive into what these systems are, how they work, and the benefits they offer.

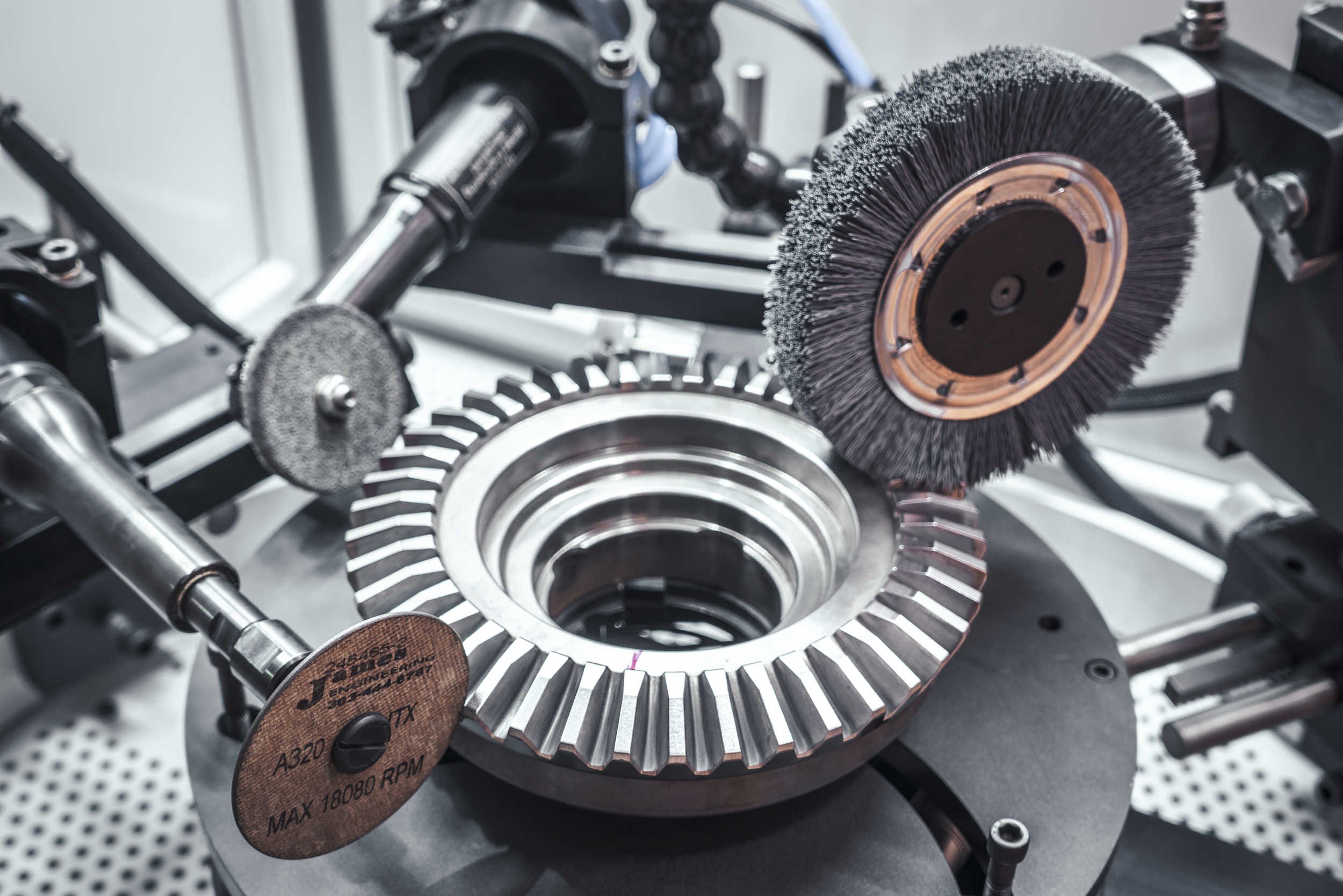
Spiral Bevel Gear from an attack helicopter. This is a life critical part. Before we were introduced to the client; they were having component failures; the teeth were breaking from stress risers around the tooth. After we chamfered and brushed all the features on the part, the failures were eliminated. James Engineering Photo
Understanding Automated Deburring Systems
Deburring is a crucial step in manufacturing, particularly in industries like automotive, aerospace, defense and medical device, where precision is non-negotiable. After parts are machined, they often have sharp edges, burrs, or imperfections that need to be removed for safety, functionality, and aesthetics. Traditionally, deburring was a manual or semi-automated process, requiring skilled labor and significant time investment.
Automated deburring systems, on the other hand, utilize advanced technology such as multi-axes, and precision machining techniques like Focused Deburring to automate and streamline the deburring and manufacturing process. These systems are equipped with specialized tools and programing designed to remove burrs, chamfer and radius with unparalleled accuracy and efficiency.
The Role of Automated Deburring Machines
Automated deburring machines are at the forefront of this technological revolution. They come in various configurations, and with multiple finishing tools. CNC (Computer Numerical Control) machines with deburring capabilities simply can’t deburr, chamfer, radius or polish at the high precision level as dedicated systems. Specialized machines work by precisely targeting and removing burrs from machined parts, then completing the process by chamfering, polishing and washing parts shortening the overall process.
They can handle a wide range of materials, from metals like aluminum and steel to plastics and composites, or soft metals such as die casted or powdered metals, making them versatile across industries. By integrating dedicated finishing systems into production lines, manufacturers can significantly reduce cycle times, improve consistency, and enhance overall product quality.

Twin tower, 5 Axis MAX System with 2 position pallet changer by James Engineering
Advantages of Automated Chamfer Machines
In addition to deburring, chamfering is another essential post-processing step in manufacturing. Chamfering involves creating beveled edges or angles on the edges of parts, enhancing their durability, aesthetics, and functionality. Automated chamfer machines complement automated deburring systems by efficiently performing this task.
These machines utilize precision cutting tools to create uniform chamfers on machined parts. By automating chamfering, manufacturers can achieve consistent results across large production runs, eliminate human error, and reduce the risk of injuries associated with manual chamfering methods.

Diagram showing chamfered angle

Bevel versus Chamfer
Optimizing Manufacturing with Automated Systems
The integration of automated deburring and chamfering systems into manufacturing processes offers several key advantages:
Increased Efficiency: By automating time-consuming deburring and chamfering tasks, manufacturers can significantly reduce production cycle times, leading to higher throughput and improved overall efficiency.
Enhanced Quality: Automated systems ensure consistent and precise deburring and chamfering, resulting in higher-quality finished parts with fewer defects or inconsistencies.
Cost Savings: While the initial investment in automated systems may be higher, the long-term cost savings from reduced labor costs, increased productivity, and minimized rework make them a cost-effective solution for manufacturers.
Improved Safety: By minimizing the need for manual intervention in deburring and chamfering processes, automated systems contribute to a safer working environment for manufacturing personnel.

In this manufacturing flow, OEM James Engineering creates specialized machinery designed for tasks like gear fabrication. Ontario Gear & Drive utilizes this machinery to manufacture precision gears, which serve as critical components in various mechanical systems, including vehicles. These gears are then integrated into the manufacturing process of companies like Argo, completing the supply chain from machinery production to the assembly of end products such as vehicles.
Automated deburring and chamfering systems are transforming the manufacturing landscape, offering unparalleled efficiency, precision, and cost savings. By leveraging the latest advancements in automation and machining technology, manufacturers can streamline their production processes and stay ahead of the competition.
As industries continue to evolve, embracing automation and investing in advanced manufacturing technologies like automated deburring systems will be essential for maintaining a competitive edge in today's fast-paced market.
Learn more about various deburring and chamfering systems here.

CASE STUDY: Manufacturing Customer Survey Finds The Following Results
In 2011, we conducted a client survey of over 1500 manufacturers, across varied industries doing manual and hand deburring.
How Much Production Time Are You Losing?
Set up? Processing Time? The MAX speeds all of this!

FASTEST CHANGE OUTS:

This doesn’t even include the faster processing time of each part... If you deburr 250 parts a month, you could save approximately 120 hours in setup time alone.
How much production time are you losing?
Set up? Processing Time? The MAX speeds all of this!
Once a setup is made, it is saved as a recipe.
Recipes are called up by filename instantly.
No Changeover or setups!
*As an option, we also offer auto-part ID.
Lower your Cost Per Part!
The MAX Systems are ideal for applications where parts are run on a repeat basis. The frequency and
volume is not important. In other words, you can run a different part every single cycle as long as
the parts are re-run at some point; even if it is five years down the road. Your saving yourself time and money!
Fastest Cycle Times in the Biz!
Run a different part every cycle!
Automatic Wheel Wear Compensation
Chamfer, Radius or any other type of edge finish

It has been about five years since we bought your deburring machine. I can boast that we have greatly improved the quality of gears as opposed to hand deburring. The productivity is unmatched! Many of the parts used to take 30 minutes by hand and now the same part is done in about 30 sec.
— Ramdas Amin, Mfg Engineer, GE Aviation Systems
I have been using a James Engineering 462 for about 4 years now. It works wonderful I can’t imagine working without that machine. It has done our company justice!
— Tim Fuller, Manufacturing Engineer, Baldor
We have benefited from faster set-up times to faster cycle times. The machine has functioned effectively without failure ever since we powered it up in 2005.
It is extremely easy to set up on spiral bevel ring gears and many other parts we manufacture.
We highly recommend it for any company interested in improving their deburring processes
— Paul Campion, GM, Reliance Gear
See more of our customers here.


Achieving Precision: Advancing Defense Industry Standards With Precision Techniques
In aerospace and defense manufacturing, achieving unprecedented precision is not merely a goal but a necessity. Every component must adhere to exacting standards to ensure uncompromised safety and performance. In this article, we delve into the realm of advanced deburring and chamfering technologies, particularly focusing on high tech, cutting-edge, 11-axis systems. We'll uncover how this system, with its meticulous attention to detail and micrometer-level precision, redefines part finishing in the defense industry, setting new benchmarks for excellence.
In aerospace and defense manufacturing, achieving unprecedented precision is not merely a goal but a necessity. Every component must adhere to exacting standards to ensure uncompromised safety and performance. In this article, we delve into the realm of advanced deburring and chamfering technologies, particularly focusing on high tech, cutting-edge, 11-axis systems. We'll uncover how this system, with its meticulous attention to detail and micrometer-level precision, redefines part finishing in the defense industry, setting new benchmarks for excellence.
The Significance of Deburring and Part Finishing:
Deburring and part finishing stand as crucial processes in the manufacturing chain, particularly within the defense and medical sectors, where precision is paramount. A single burr or imperfection in a machined component can have far-reaching consequences, jeopardizing not only the integrity of the individual part but also the overall system's performance and reliability. Thus, meticulous attention to detail and precision in deburring and finishing processes is non-negotiable.
Understanding Microns and Their Role in Precision Machining:
Microns, or micrometers, represent a unit of measurement equivalent to one-millionth of a meter. In the realm of precision machining, particularly in industries such as defense and medical where tolerances are exceptionally tight, microns serve as the yardstick for evaluating precision and accuracy. Achieving part dimensions and surface finishes within micrometer tolerances is imperative to ensure optimal functionality, reliability, and safety of machined components.


Nuclear Tomahawk Cruise Missile manufactured by Hughes & Raytheon
11-Axis Machining: Unveiling the Technological Marvel
At the forefront of precision machining technology lies James Engineering's revolutionary 11-axis deburring and chamfering system, The MAX™. Unlike conventional deburring methods that often rely on manual labor and are susceptible to inconsistencies, this state-of-the-art system integrates advanced automation with unparalleled precision, delivering results that set the industry standards. Semi to fully automated.
Key Technological Features:

Multi-Axis Flexibility:
With 11 axes of movement, The MAX™ System boasts unparalleled adaptability, accommodating a diverse range of part geometries and sizes. This versatility ensures thorough and precise deburring and chamfering even on the most intricate components, eliminating the limitations associated with traditional deburring methods.
Micrometer-Level Precision:
Leveraging cutting-edge synchronized motion control technology, The MAX System™ operates with precision in microns as well as patented Focused Deburring™. This level of accuracy ensures that deburring and chamfering processes are executed with meticulous attention to detail, meeting or exceeding the stringent tolerances required in defense and medical applications.
Automated Efficiency:
Automation is seamlessly integrated into every facet of MAX's system, streamlining processes and minimizing the risk of human error. By eliminating manual intervention, the system ensures consistent and uniform finishing across all parts, enhancing efficiency without compromising precision.

Eliminate error and scrap
Surface Quality Optimization:
Through advanced polishing and grinding capabilities, James Engineering's technology achieves impeccable surface finishes, characterized by smoothness and uniformity that meet the exacting standards of the aerospace and defense as well as medical industry specifications. This superior surface quality not only enhances aesthetics but also contributes to the longevity and performance of machined components.

Experience a James Edge
Enhanced Productivity:
The MAX’s 11-axis system is designed to maximize productivity without sacrificing precision or quality. By reducing cycle times and increasing throughput, the system optimizes manufacturing processes, thereby enhancing overall productivity and profitability for cost conscious defense industry manufacturers.

Elevating Industry Standards: Setting a New Benchmark for Precision Machining
In an era defined by relentless innovation and uncompromising standards, James Engineering's Manual and Automated 11-axis deburring and chamfering Systems emerge as a beacon of excellence in precision machining. By exceeding industry standards and delivering micrometer-level precision, this groundbreaking technology revolutionizes part finishing in the defense and medical sectors, setting new benchmarks for quality, reliability, and performance.
As the demand for precision components continues to escalate within the defense and medical industries, the significance of advanced deburring and part finishing technologies cannot be overstated.
James Engineering's 11 Axis Finishing Systems -manual to fully automated, The MAX™ boasts unmatched precision, and poised to revolutionize the landscape of precision machining. Designed to meet the demands of life-critical parts within the defense and medial industry, this advanced technology has already been adopted by industry giants. By using Focused Deburring™ manufacturers not only ensure compliance with stringent government and industry standards but also pave the way for a future characterized by unparalleled precision, reliability, and innovation in critical component manufacturing.
To watch the MAX in action, check out the James Engineering YouTube channel here.
To contact James Engineering about custom deburring and chamfering systems, call at (303) 444-6787 or email Sales@James-Engineering.com

Maximizing Efficiency: How Automated Deburring Systems Revolutionize Manufacturing
In the fast-paced world of modern manufacturing, the quest for efficiency is relentless. Every step in the production process must be optimized to meet the demands of precision, speed, and cost-effectiveness. One area where significant strides have been made is in the realm of deburring, and the introduction of automated deburring systems has revolutionized the manufacturing landscape. This article delves into the transformative impact of automated deburring, exploring its benefits, applications, and how it has become a cornerstone for maximizing efficiency in diverse industries.
In the fast-paced world of modern manufacturing, the quest for efficiency is relentless. Every step in the production process must be optimized to meet the demands of precision, speed, and cost-effectiveness. One area where significant strides have been made is in the realm of deburring, and the introduction of automated deburring systems has revolutionized the manufacturing landscape. This article delves into the transformative impact of automated deburring, exploring its benefits, applications, and how it has become a cornerstone for maximizing efficiency in diverse industries.
The Evolution of Deburring:

Deburring, once a manual and time-consuming process, has undergone a remarkable evolution with the integration of automation. Traditionally, workers meticulously removed burrs and sharp edges from machined components, a task that was not only labor-intensive but also prone to variations in quality. Automated deburring systems have emerged as a game-changer, offering a streamlined and consistent approach to this crucial manufacturing step.
Benefits of Automated Deburring Systems:
Precision and Consistency:
Automated deburring systems provide unparalleled precision, ensuring that every component is treated with the same level of accuracy. This consistency is vital in industries where even the slightest deviation from specifications can lead to performance issues or product defects.

Time Efficiency:
Time is of the essence in manufacturing, and automated deburring significantly reduces cycle times. The swift and continuous operation of robotic systems allows for a faster throughput of components, contributing to overall production efficiency.
Labor Cost Savings:
The automation of deburring processes translates into reduced labor costs. Manufacturers can reallocate human resources to more intricate tasks, while automated systems handle the repetitive and time-intensive nature of deburring.
Enhanced Safety:
Manual deburring poses risks to workers due to sharp edges and repetitive motion injuries. Automated systems eliminate these safety concerns, creating a safer working environment and reducing the likelihood of workplace accidents.
Applications Across Industries:
Automated deburring systems find applications in a myriad of industries, from aerospace and automotive to electronics and medical device manufacturing. The versatility of these systems allows them to adapt to various materials, geometries, and part sizes, making them an invaluable asset in diverse production environments.
Technological Advancements:

The 11-Axis MAX system has further enhanced the capabilities of automated deburring systems, taking them next level. Intelligent and easy to use, these systems adapt to different materials and geometries, optimizing the deburring process for each unique component.
Case Studies:
Several manufacturing leaders have reported substantial improvements in efficiency, quality, and cost savings after implementing automated deburring systems. Real-world examples showcase how these systems have become a cornerstone of lean manufacturing practices, driving competitiveness in the global market.

The integration of automated deburring systems represents a transformative leap forward in manufacturing efficiency. As industries continue to push the boundaries of innovation, automated deburring emerges as a key player, ensuring that components meet stringent quality standards while optimizing production processes. Manufacturers embracing these advanced systems are not just keeping pace with the demands of the market; they are setting new standards for efficiency and reliability in the modern era of manufacturing.
To learn more about what all the MAX has to offer, email us or call us at (303) 444-6787

Deburring and Part Finishing in the Aerospace Sector: Exceeding Industry Standards
In the dynamic world of aerospace engineering, precision and quality are paramount. Every component, no matter how small, plays a crucial role in the overall performance and safety of an aircraft. One often overlooked but essential process in aerospace manufacturing is deburring and part finishing. This article explores the significance of deburring, its role in meeting industry standards, and the latest techniques employed by top engineers in the aerospace sector.
In the dynamic world of aerospace engineering, precision and quality are paramount. Every component, no matter how small, plays a crucial role in the overall performance and safety of an aircraft. One often overlooked but essential process in aerospace manufacturing is deburring and part finishing. This article explores the significance of deburring, its role in meeting industry standards, and the latest techniques employed by top engineers in the aerospace sector.

Apache Longbow manufactured by Boeing
Understanding Deburring:
Deburring is the process of removing unwanted rough edges, burrs, or imperfections from machined or manufactured parts. In aerospace, where precision is non-negotiable, deburring ensures that components fit seamlessly together, reducing the risk of mechanical failure and enhancing overall efficiency.

Importance in Aerospace Manufacturing:
Aerospace components undergo intricate machining processes, leaving behind sharp edges and burrs. These imperfections can compromise the structural integrity of the parts and, consequently, the entire aircraft. Deburring is not merely a cosmetic enhancement; it is a critical step in maintaining the safety and reliability of aerospace systems.
Industry Standards:
The aerospace industry adheres to rigorous standards and regulations to ensure the highest level of safety and performance. Deburring plays a pivotal role in meeting these standards, as components must not only meet precise dimensional specifications but also undergo thorough inspection to eliminate any defects that could compromise the integrity of the final product.
an aerospace finish does not allow for any
grinding marks
surface blemishing
surface scratches
any jagged edges
inconsistencies and so on.
since most parts are “life critical”,
THE AEROSPACE INDUSTRY demands perfection.

F-22 Raptor Lockheed Martin/Boeing
Latest Techniques in Aerospace Deburring:
As technology advances, so do the techniques employed in aerospace deburring. Top aerospace and defense producers now utilize state-of-the-art equipment, such as The MAX, an 11-axis multi-finishing system that offers unparalleled accuracy, consistency, and speed in finishing processes. The use of the patented Focused Deburring, ensures that even the most intricate components can be deburred with precision, meeting the stringent requirements of aerospace applications. While also contributing to increased efficiency and cost-effectiveness in the overall manufacturing process.
THE MAX
11-Axis Advanced Multi-Finishing System
Equipped with up to 4 different precision finishing tools has revolutionized the aerospace and defense industry.
In the demanding field of aerospace engineering, every detail matters. Deburring and part finishing are essential steps in ensuring the integrity, safety, and performance of aerospace components. As technology continues to evolve, top manufacturers will continue to embrace innovative solutions to meet and exceed industry standards. The combination of precision, automation, and advanced methods propels aerospace manufacturing into a future where safety and quality are never compromised.

To learn more about The MAX click here.
If you’re interested in learning how to improve your own finishing process, give James Engineering a call at (303) 444-6787, or email us at Sales@James-Engineering.com.

Mastering Precision: A Comprehensive Guide to Overcoming Part Finishing Challenges
In the intricate realm of manufacturing, achieving precision in part finishing is an ongoing pursuit that directly influences the quality and functionality of the final product. This comprehensive guide explores the common challenges encountered in part finishing and offers valuable insights into overcoming these hurdles with the help of advanced deburring and chamfering machines.
In the intricate realm of manufacturing, achieving precision in part finishing is an ongoing pursuit that directly influences the quality and functionality of the final product. This comprehensive guide explores the common challenges encountered in part finishing and offers valuable insights into overcoming these hurdles with the help of advanced deburring and chamfering machines. Let's embark on a journey to master precision in part finishing.
1. Unwanted Burrs and Sharp Edges

Challenge:
Unwanted burrs and sharp edges can compromise functionality and aesthetics.
Solution: Unwanted burrs and sharp edges can be effectively removed through various methods. Manual tools like files, abrasive brushes, and rotary deburring tools offer precision, while techniques such as abrasive blasting, chemical deburring, and thermal methods provide automated solutions. Advanced approaches like electrochemical deburring, cryogenic methods, waterjet cutting, and laser deburring cater to specific needs, emphasizing the importance of selecting the most suitable method based on material, part complexity, and production requirements.

Additional Insights:
2. Inconsistent Surface Finish:

Challenge:
Achieving a consistent surface finish is crucial for quality standards.
Solution: Achieving a consistent surface finish is crucial for quality standards because it directly impacts the appearance, functionality, and performance of a finished product. Consistency ensures uniformity in texture and appearance, which is especially important in industries where aesthetics matter, such as automotive, aerospace, or consumer electronics. Additionally, a consistent surface finish is indicative of precision and attention to detail in manufacturing processes, reflecting a higher level of quality and meeting the stringent standards expected by customers and industry regulations. In applications where friction, wear, or corrosion resistance are critical factors, a uniform surface finish is essential for optimal performance and longevity of the final product. Overall, consistency in surface finish contributes to the reliability, durability, and overall quality of the manufactured components or products.

Additional Insights:
Multi-axis deburring and chamfering machines, like the 11-Axis MAX provide control for a uniform finish, meeting specifications.
Large Batch Consistency: Guarantees uniformity even in high-volume production.
As well as the flexibility to run one off pieces.
3. Material Compatibility:
Challenge:
Diverse materials require tailored approaches for consistency.
Solution: Versatile machines handle various materials, ensuring adaptability and consistent finishing.

additional insights
Material-Specific Challenges: The MAX addresses material-specific intricacies.
Transitioning Between Materials: Seamless adaptation minimizes downtime during material shifts.
4. Complex Geometries:

Challenge
Achieving uniform finishing in intricate geometries is challenging.
Solution: Advanced machines with multi-axis capabilities navigate complex shapes with precision.

additional insights
Features: The MAX’s 11-AXIS accesses intricate internal spaces efficiently unlike anything on the market.
Variable Thickness Challenges: Precision extends to variable thicknesses, overcoming challenges associated with varying thicknesses within a single part.
No Masking: Our patented Focused Deburring saves time with precision, never mask another part.
5. Efficiency and Speed:

Challenge
Meeting tight deadlines while maintaining high precision is a common struggle.
Solution: High-speed deburring machines with multi-axis control significantly reduce processing times without compromising quality.

additional insights
Rapid Job Setup: The MAX streamlines job setup processes for increased efficiency, by employing quick set up and part change out.
Adaptability to Production Changes: Flexibility allows quick adjustments to production changes. Chamfer, polish or deburr a one-off part or 1000’s of the same part. Adaptability allows various size manufactures to employ automation.
Conclusion:
In the complex landscape of part finishing, mastering precision requires overcoming various challenges. Advanced deburring and chamfering machines, exemplified by The MAX, offer practical solutions to elevate your manufacturing process. By integrating these technologies, you can navigate the intricacies of part finishing with confidence, achieving not only precision but also efficiency and sustainability. Explore the transformative potential of advanced machinery and stay ahead in the pursuit of mastering precision in manufacturing.
Contact us for more information on 11-axis machining. Sales@James-Engineering.com
The Power of 11 Axes and Focused Deburring
James Engineering’s patented 11-axis and Focused Deburring technology unlocks a whole new way of deburring that allows for unmatched mobility and repeatable precision.
11-axis deburring — Why is it significant?
3-axis and 5-axis deburring have become common practice when it comes to the essential surface finishing process. Having a machine capable of more has been nothing but a mere concept—that is, until James Engineering came along and introduced an 11-axis machine to the market.

The MAX is a deburring and chamfering machine that makes 11 axes possible due to patented technologies. James Richards, the founder of James Engineering, grew exhausted constantly fixing the wear and tear on the ways and slides in his shop’s CNC machines, caused by the copious amounts of abrasive that are vital for the deburring process. So when it came to designing his own machines, made explicitly for deburring and chamfering, he installed the ways and slides on the roof instead of on the bottom of the machine. But he took it a step further when he installed a liner slide system with rolling elements. When in motion, these rollers push any harmful abrasive out of the way before it can begin to wear down the ways and slides of the machine from continued usage.
Abrasive is extremely destructive for both CNCs and robots. Measuring down to the micron level, it can easily get in between moving parts in CNCs and the rubber seals on robot joins and very quickly deteriorate their surfaces. For reference, a human hair measures up to a thousand times smaller than that of a hair. So while some may argue that CNCs are capable to handle abrasive due to its filtration system, particles that small never fully settle in washing solution when initially flushed out. This means any parts being processed in a CNC are constantly being washed with previous abrasive—an obvious problem that becomes destructive in a very short amount of time.
The MAX never has to worry about this issue. Because of this, the 11-axis system is protected and has a much longer life than any CNC or robot out there. This is especially important, as these 11 axes rely on smooth movement and mobility to work properly.
Many people prefer to deburr by hand because of precision and mobility; other methods, such as vibratory deburring, do not guarantee precision or free movement on the level that hand deburring can reach. But the problem with hand deburring is its lack of repeatable accuracy. The movement between fingers, wrist, elbow, and shoulder allow for the flexibility that’s extremely beneficial for deburring, so people have attempted to mimic this with robots. They’ve gotten pretty close, but robots lack the precision that’s paramount for deburring, making it an unreliable method. The MAX is able to combine the best elements of both—a CNC’s precision and a robot’s agility—into one. Pair that fact with its patented linear slide technology, and you’ve got a smooth and accurate machine that can reach any angle or edge without falter, and repeatably so.
Focused Deburring and how 11 axes play a part.
As mentioned before, mass deburring processes such as vibratory deburring can’t offer precision. During processes like these, the entirety of a gear or part is being touched. They can be masked, but masking cannot be done by machine and adds additional time-consuming labor to a cycle. Masking also cannot guarantee that areas of a part won’t get deburred anyway. This was yet another issue Richards set out to solve and lead him to creating Focused Deburring.
Focused Deburring requires at least 6 axes in order to work properly (the MAX has anywhere from 6-11 acis motion, depending on what model is being used), and is capable of deburring any desired area on a part/gear without touching the rest of it. The human-like motion that the MAX has makes this possible because it can move around just like an operator would in order to avoid these other areas. Then its repeatable precision comes in to play by ensuring that every single part comes out the exact same, no matter how tricky or intricate a part proves to be—reliable accuracy at its finest.
Gears are a great example of items that benefit greatly from Focused Deburring. Take a fuel pump gear, for example. These gears have high-precision journals and protruding tooth flanks, both of which rely on precision in order to be made properly. What frequently happens when these kinds of gears are deburred is the journals almost always get touched when the tooth flanks are being worked on. Operators can attempt to mask the journals, but they can still get nicked if an operator isn’t careful enough. This results in high scrap rates, wasted resources, and wasted time. With Focused Deburring, fuel pump gears can be loaded into the MAX without fear of destruction. Focused Deburring is not only limited to one type of gear or part, however; every single type of gear or part that needs deburring can be put into the MAX and come out with imperfection.
Overview
Not only is the 11-axis motion featured in the MAX an exciting change in the deburring world, but it’s also revolutionizing for every operation out there. With 11 axes, the MAX has a work envelope of 360-degrees and is capable of reaching every side of any gear or part without an operator needing to adjust it manually. It features the precision of a CNC, the mobility of a robot, and an upfraded linear slide system that makes it resistant to all abrasives. There’s not a single other machine like it on the market, and the 11-axis motion is just the tip of the iceberg. Check out the video below to see the 11 axes in action!
If you’re interested in experiencing the revolutionizing deburring machine for yourself, give James Engineering a call at (303) 444-6787, or email us at Sales@James-Engineering.com.

The Machine Shop at James Engineering
Get an inside scoop about the machine shop at James Engineering from a Q&A with lead engineer, Dave Schlosser, and company vice president, Scott Richards.
The Colorado-based OEM shop is known for their one-of-a-kind deburring and chamfering machines, but they also have a precision-focused machine shop that’s willing to take on any project that comes their way. If you’re in the market for a low to medium volume machine shop who guarantees quality products, reach out to James Engineering today at (303) 444-6787.
—
What is our shop capable of?
Dave: We have 3 mills and 2 lathes. One of the mills has 4th axis capability. We’re capable of holding concentricity within 5/10ths in most cases without have to do any crazy set ups. We can do round parts, square parts, just about any shape part that you want.
Scott: We’ve got a live tool lathe with a bar feed option and multiple seats of programming software. We’ve got that 4th axis mill, another smaller mill with a 20-inch bed, and we’ve got a 60-inch bed large mill.
How many parts a week do we typically make?

Dave: That’s pretty subjective because we do short run production, so most of our time isn’t spent making parts, it’s getting ready to make a part and getting a part set up to run. Typically, we could spend half hour programming, half our setting up, and basically we could run for 15 minutes and then be done (in some cases). We can’t really quantify the quantity of parts per week because we’re more set up to be a tooling or prototype shop versus a production shop.
Can customers send in their own designs?
Dave: We quote on stuff and have stuff made for outside companies. We have engineering services, so people can send in a concept and we could do the whole thing, or they could send in a thing that’s basically done and we could create drawings for them, things like that. We have start-to-finish capability, or we can pick up a project that they’re already halfway through. We can also provide good drawings, give them a model.
What are some basic jobs we do frequently?
Dave: We do a lot of gun parts, automotive stuff, motorcycle parts. It really is just a gamble. Basically, anybody who walks into the door with a project, we can take a look at it and see if it fits our capabilities fairly easy and we’ll do it. We’ve done a lot of welding jobs lately, too. We’ve done a lot of stuff for RoboCon; we’ve made a lot of platforms and fixturing. We’ve made brownie bowls, and stuff for volleyball companies, it doesn’t really matter what industry comes in.
Scott: So we’ve got a lot of high end, high precision parts that we make. For example, we’re making a mount for a vehicle right now. Our perfect job is a volume job. We’re really looking for anything from prototype to a few thousand parts a week. I wouldn’t call ourselves high volume where we’re tens of thousands of parts per week, but we’re definitely looking for that low to medium volume area.
What makes our shop stand out?
Dave: Our attention to detail and the quality of our parts. That’s something that we take a lot of pride in. We try to go that one step above, whether it’s by deburring or not putting a scratch on it by pushing it across surfaces, things like that. We take really good care of all the parts we make, and it’s a lot easier to go in and get the quality you’re looking for when you’re not making thousands and thousands of parts.
Why is it significant for our machine side of business that we make our own parts in-house?



Dave: We can control our own quality because our standards are really high. To be able to get the tolerances and stuff we need we can hardly get other people to make them for us. We put a dimension on a drawing and expect you to hold it, so in some cases we put really tight tolerances on things with reason, and when other companies see those tight tolerances the cost goes up automatically (whether it’s justifiable or not). It’s more cost efficient for us to do it.
Scott: We have to make all of these parts here in-house because we really can’t afford to job much of this out. We’ve got to keep our profit margins where they need to be. We have to hold pretty precision fits because we’ve got a 3.2 million resolution encoder here turning all of these [parts] on this five-axis manipulator.
How do your own deburring machines fit into the machine shop process?
Scott: When we make these parts, we do a lot of in-machine deburring. We’ll go through and we’ll machine this edge with a chamfer tool. But the problem is, when we machine the edge with the chamfer tool, the chamfer tool creates two sharp edges. We still have this problem where a technician has to go in with Scotch-Brite and deburr this. So we don’t want that abrasive to get into our CNC machine, because if that abrasive gets into our machines, it gets down into ways and slides and it wears the machine out. That’s where the market is for our deburring machine.

The Difference Between Grinding, Polishing, and Deburring
These three machining processes all seem frustratingly similar—so what makes them different from each other?
Grinding, polishing, and deburring—anybody who knows anything about the precision machining process knows that these three processes are a.) crucial, and b.) acts of surface finishing. These three processes are very similar to each other, and for decades have been making people ask the same questions: What’s the difference? And why do we need to do all three processes? Both of these questions are valid, and we have the answers to both below.
The difference between grinding, polishing, and deburring.
1. Grinding
This is the process of removing material and shaping a workpiece into its final form. Grinding can be done on a multitude of materials, such as plastic, ceramic, and many different metals (stainless steel, titanium, high-nickel alloys, etc.). In order to complete this process, grinding wheels of different abrasives are used in various machines made specifically for grinding. It’s important that the correct kind of abrasive is used, as too soft of an abrasive can’t grind a workpiece enough, while too hard of an abrasive will damage a workpiece and result in decreased part quality or scrapped part. Overall, grinding is essential because it improves a part’s surface finish, which not only provides the aesthetic many industries require, but also ensures the removal of pesky surface imperfections.
2. Polishing
Polishing is the process surface finishing, which is also known as the process of improving surface quality. Using softer, smaller abrasives like polishing compounds and wheels, surface imperfections such as scratches and unwanted film/layers are removed to achieve a part’s desired texture (as different industries require different surface finishes). Polishing can be done by hand, machine, or robot, as it doesn’t require quite as much precision as grinding or deburring do. This step can be taken farther with buffing, which gives parts a finish similar to that of a mirror.

3. Deburring
This process is the act of removing burrs from a part’s surface. Burrs are extra bits of metal that form as a part is being cut, and can be extremely harmful both for a part’s functionality and the overall assembly it’s a part of. Deburring can be done by hand or in a machine, though hand deburring proves to be inconsistent and costly. The process of deburring requires extreme precision, as any leftover bit of metal can cause inconsistencies that result in the decrease of a part’s longevity and efficiency. Deburring is required for any part that has been previously machined and can be done on a variety of different materials, such as ceramic, stainless steel, wood, titanium, and more. What makes it an essential process is it ensures parts meet industry standards and helps reduce the possible formation of stress risers.
Surface Profiling
Seeing as all three of these processes fall under surface finishing, it’s important to know how surface finish is measured. Surface profiling is the measurement of a surface’s roughness, which allows manufacturers to know how adequately prepared a part is for further processing, especially when it comes to the part coating and assembly stages. A profilometer is the tool used to measure these surfaces and can be split into two categories: contact and non-contact. Contact profilometers use a stylus to map out the highs and lows of the surface (also known as peaks and valleys) which allow operators to gauge how smooth or rough a workpiece surface truly is. A non-contact profilometer uses image sensors to detect a surface’s texture. While this is the faster of the two profilometers, it’s extremely sensitive to any dirt or oil that may be coating a part’s surface.
Why does manufacturing require all three processes?
Ultimately, grinding, polishing, and deburring are all needed for the same reasons: dimensional accuracy, part efficiency, corrosion resistance, and improved functionality. All of these processes refine parts so they’re safe, functional, and meet industry standards. In other words, it’s the manufacturing equivalent of editing a piece of writing before publishing. A part might work fine enough after it’s just been cut, but without grinding, polishing, and deburring, it probably won’t fit into its assembly correctly, and it certainly won’t reach its ultimate level of efficiency and precision. The time and energy spent on these three process ensure that overall assemblies will require less maintenance, which saves operators and businesses precious time and money.

The Machine that can do it all
One of the most efficient ways of grinding, polishing, and deburring on the market is by using the MAX, an all-encompassing finishing machine sold and manufactured by James Engineering. This deburring and chamfering machine is capable of carrying out all three process concurrently. This means a part can be deburred, ground, and polished in one go. This machine also has a consistent precision unreachable by any hand-done method or other machine. The MAX makes all three processes easy and affordable, which ultimately revolutionizes any operation.
To watch the MAX in action, check out the James Engineering YouTube channel here.
To inquire more about the MAX, call (303) 444-6787 today.

What Is Gear Chamfering?
In simple terms, gear chamfering is the process of cutting a 90-degree edge at a 45-degree angle, but in reality it’s a bit more complicated than that.
Simply put, the process of chamfering is cutting a 90-degree edge at a 45-degree angle as a way to remove stress-rising sharp edges, as well as allow for smoother assembly. That makes chamfering sound easy, when in reality it’s actually very time consuming, no matter the method of approach.
Gear Chamfering can truly be broken down into four separate surface-finishing processes: deburring, chamfering, radiusing, and radius-chamfering.

- Deburring is the process of grinding off burrs, which are bits of excess metal created in the metal cutting process. Burrs are extremely problematic and will cause issues in assembly as well as overall part efficiency. Assuming the deburring has been done properly, all burrs will have been completely removed, leaving nothing but a sharp edge.
- Chamfering, as stated above, is the process of cutting that sharp edge at a 45-degree angle (which is the most common angle, but not the only one they’re limited to). Chamfering can be done with a myriad of tools, such as brushes, sandpaper, grinding wheels, and Scotch-Brite. However, in the process of shaving down this one sharp edge, two more are created on either side of the original, and if the tool being used is worn down, burrs can be created as well.
- Radiusing is the process of completely rounding out edges until it’s completely smooth. While chamfering is smoother than just leaving a part deburred, it still is cut at a noticeable angle that can be seen and felt. Radiusing feels and looks rounded (just like how a ball is round without any hard edge), and can also be carried out via brushes, grinding wheels, and sandpaper. It’s crucial to know what materials these tools are made out of, because the materials will affect the quality of the radius; if a material is too abrasive, it will be impossible to reach a true radius. A true radius is when the edges of a 90-degree angle go tangent to tangent without any surface imperfection.
- Radius-chamfering is when a part receives both radiusing and chamfering. The sharp angle is cut at the usual 45-degree angle, and when those two extra sharp angles are created, they are radiused to create smooth transitions between chamfers.
When it comes to how chamfering is done, there’s a few methods operators can choose from—machine-based, hand-based, or robot-based.
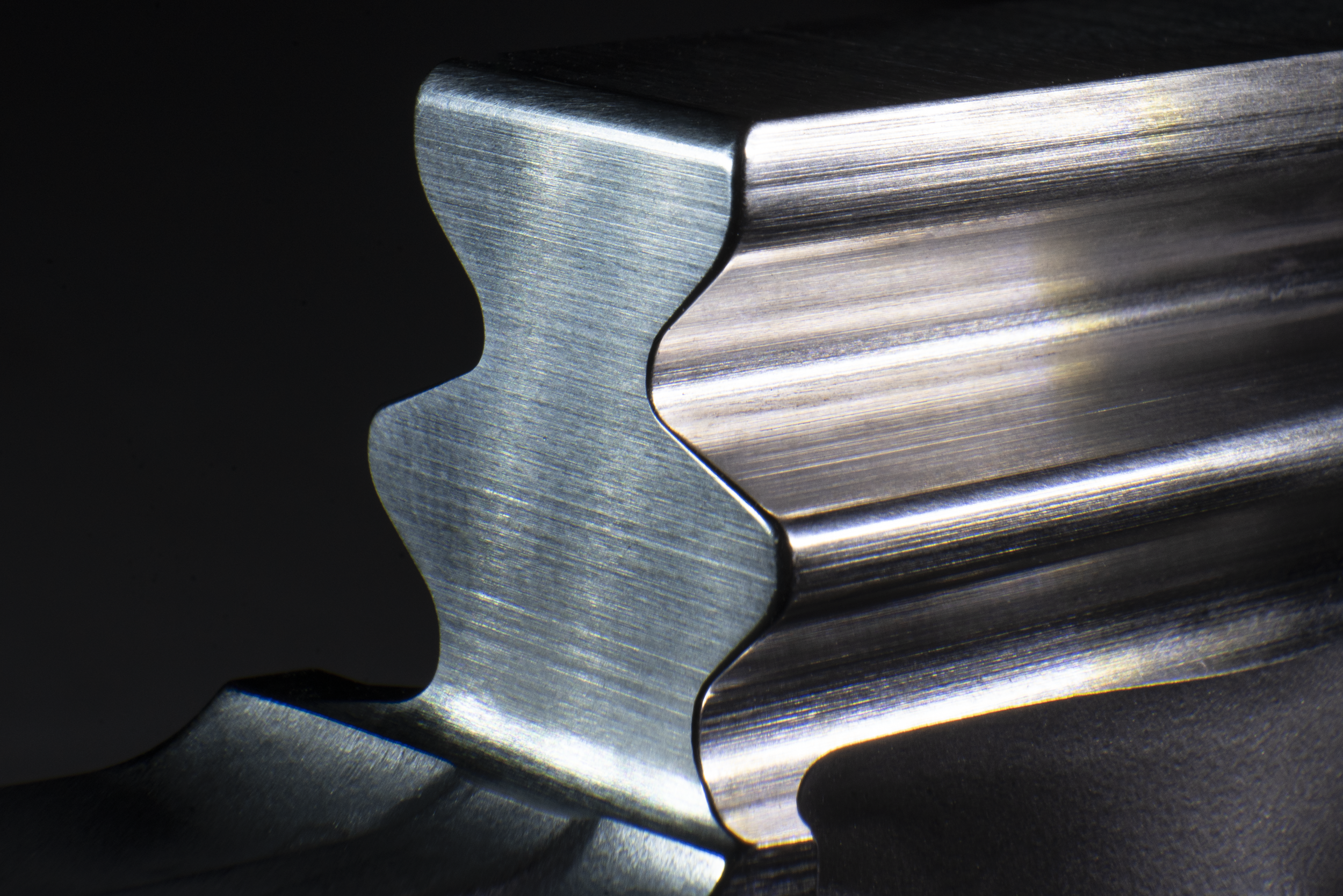
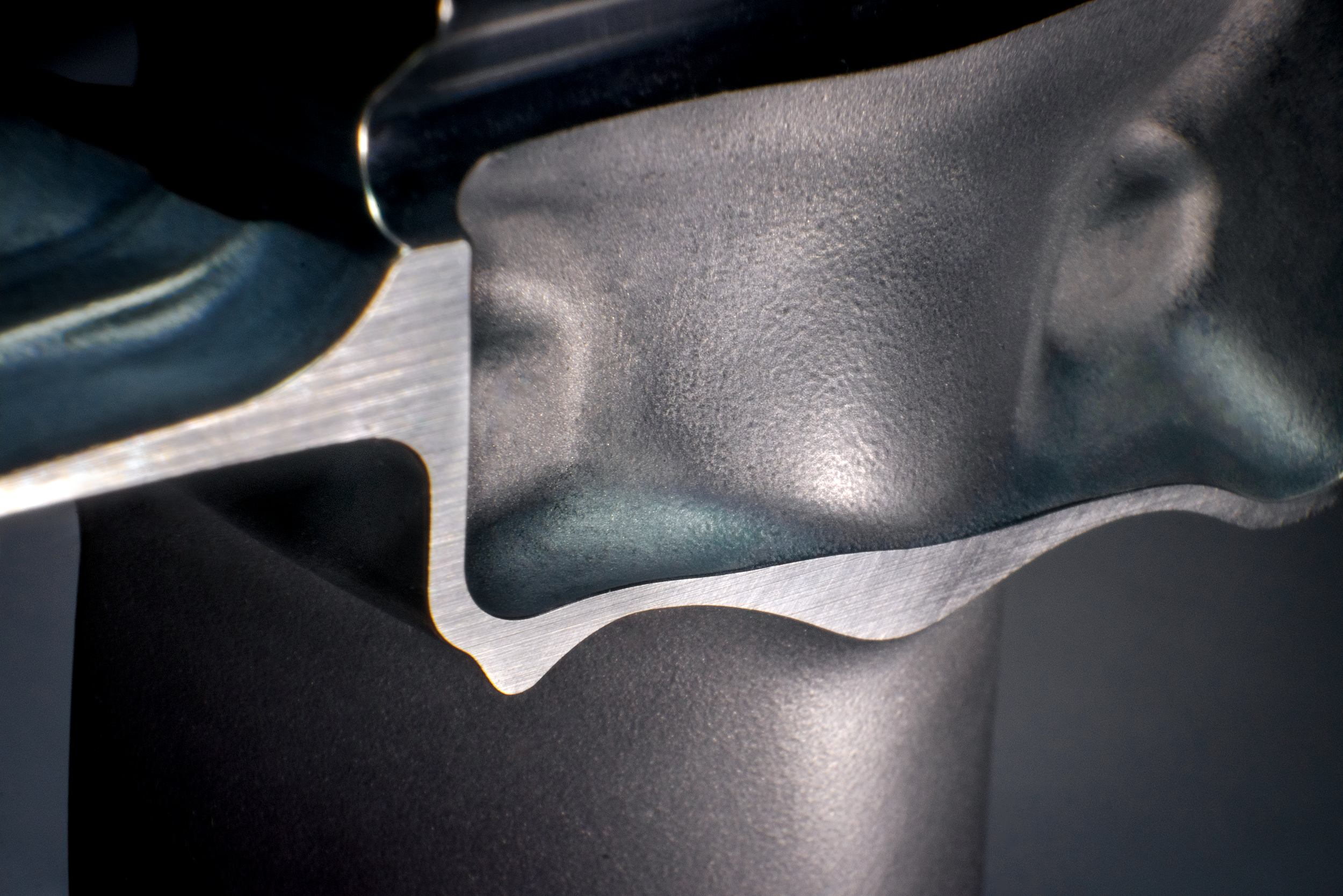
Different types of gear chamfering machines are capable of different sub-categories of chamfering. For example, a CNC machine can decently deburr a part, a lathe can adequately radius-chamfer a part, and a mill can chamfer a part. All of these options are valid, but not a single one of them can chamfer, deburr, and radius a part; separate machines are needed. Not only that, but these kinds of machines require in-depth programming for every single part in order to be exact. The MAX by James Engineering is capable of carrying out all four chamfering processes with heightened precision, as well as little programming.
Doing any of these processes by hand is technically achievable, but it ultimately proves to be more troublesome than it’s worth. Manufacturing is an industry that requires precision, as things will fall apart and fail to work correctly without it, and doing these processes by hand simply does not provide adequate enough precision. Even the best operator can slip or tremble, and man cannot repeatably guarantee a consistent chamfer. Hand chamfering is acceptable in a pinch, especially if only one or a handful of parts require it. But for higher volume operations, not only does hand chamfering not produce consistent results, it also is extremely time and cost inefficient. Scrap rates are the highest with hand chamfering, and the time it takes operators to complete one part is what it would take a CNC to do two or three, or the MAX to do a hundred.
Robots are only slightly better at gear chamfering than when done by hand. While they do have better mobility than most machines, they lack precision. Robots are perfect for operations that require the moving and placing of items, but they just cannot match a machine’s precision. Robots also require a lot of laborious programming, overall making them a poor method of chamfering.

Out of all these methods, the MAX is hands down the most reliable and efficient. As an all-encompassing finishing system, it is capable of deburring, chamfering, radiusing, and radius-chamfering any part or gear, no matter its complexity. It does require some initial programming, but once a part/gear has been loaded in, the MAX will remember it for future use, meaning operators no longer have to manually input adjustments themselves (James Engineering calls these programs “recipes”). The MAX is also capable of repeatable precision down to the fifth decimal. For reference, the average human hair measures to .003 inches. The MAX can repeatably work down to .00001 inches, and even beyond that.
Precision in chamfering is key, because the less precise a chamfer is, it’s more likely that stress risers will appear with continual usage. Stress risers are tiny cracks that form at a part/gear’s weakest point of contact (like the tooth on a gear). If a part is not adequately deburred or chamfered, what will happen is those sharp edges will slowly break off until a part or gear’s structure is ultimately compromised. So that previously mentioned tooth could fall off, for instance. That is extremely dangerous, both for the assembly itself and the people operating it. For example, a helicopter would crash if one of the gears in its motor failed. When it comes to chamfering, the higher the precision, the better. The precision achieved by the MAX means that parts/gears processed through it are extremely unlikely to form stress risers even after years of use.
There’s a misconception about chamfering that it’s done easily. Even with an advanced machine such as the MAX, chamfering is no “easy” feat. If a chamfering operation appears to be “easy”, it’s probably being done sloppily and inefficiently—and precision takes time and effort.
Knowing the correct way to chamfer is a gamechanger with any operation, as well as being able to recognize when a chamfer is done correctly. If it is, parts will fit together with no resistance and work efficiently for the entirety of their lifetime. And when parts work correctly, overall assemblies will perform at their best.
To visibly see how chamfering is done, watch a short video clip here.
To contact James Engineering about the MAX’s chamfering abilities, call at (303) 444-6787

Abrasives in CNC Machines
Scott Richards goes into detail about why abrasives are harmful for CNCs and how operators can avoid the unnecessary struggle that comes with using them.
Abrasives are a much-needed tool for manufacturers but can quickly become problematic when used inside CNC machines.
Unlike grinding machines, or finishing systems like the MAX, CNCs are not built with bagged filtration systems that are able to handle the loads of swarf produced during product cycles. While they might include circulatory pumps, they don’t have the necessary systems that are able flush out and rid the machine of these larger damaging particles.

Not only do the chips removed by the abrasive collect within the machine, particles from the abrasives themselves will also clog it. There’s a misconception that brushes are gentler abrasive tools and don’t shed like other abrasives, so many people will put them inside of their CNCs thinking they will be less harsh than other methods. But brushes wear down too, and that matter doesn’t just disappear—it gets ground off into a thin dust which will also settle along the bottom of the machine. These brushes use materials such as zirconia alumina, ceramic, aluminum oxide, and silicon carbide, just as other abrasive tools do.
“People think brushes are different because they don’t create sparks,” clarifies Scott Richards, Vice President of James Engineering, “but if you research [their] active ingredients you’ll see they use the exact same kind of abrasive.”
There’s a handful of materials commonly used as abrasives:
1. Zirconia
As a more rigid abrasive, zirconia tends to last longer than other materials and is capable of withstanding more intense usage and higher pressure. Due to its thickness, it is best used on tougher materials, such as stainless teel and titanium. Higher volume/intense operations tend to prefer zirconia because of its durability, even though it comes at a higher price.
2. Ceramic
Ceramic is very versatile, making it useful for a number of different operations. As an organic material, it has an extended shelf life and tends to stay sharper for a longer period of time. It’s not the ideal choice for cutting parts, but it’s perfect for operations such as deburring, grinding, polishing, etc.
3. Aluminum Oxide
This material proves to be the most commonly used abrasive. Essentially a form of sandpaper, aluminum oxide is used for more delicate materials like wood and is preferred for small-scale operations that require a gentler approach. Extremely tough and highly resistant, it’s no surprise that it’s such a popular choice.
4. Silicon Carbide
Silicon carbide is not only one of the hardest abrasives, but it’s also able to withstand extremely high temperatures. Because of this, it can be found in almost all abrasive tools (grinding wheels, stones, sandpaper, etc.) as either loose or solid material. It’s not good for cutting, but great for chamfering (in fact, James Engineering sells a line of silicon carbide wheels that work perfectly for petite chamfers specifically).
What ends up happening inside of these CNC machines is the abrasive gets trapped and stuck between their ways and slides. These mechanisms require smooth movement, and when abrasive gets stuck in the oil barrier that helps these pieces of metal slide together, it starts to eat away at them with their continuous movement. “In a way, it’s like your creating sandpaper,” says Richards, “It’s literally wearing your machine out.” As these slides continue to work despite the abrasive, operators will notice the oil barrier turn black, a classic sign that there’s already a large buildup that’s been accumulated.
“Usually when people look for a deburring machine, they’re looking for one to do lots of parts. If we’re making just a couple of parts, one sheet of Scotch-Brite will last you several days, if not one week,” Richards explains, “That’s roughly one ounce of abrasive falling under your ways and slides. One ounce isn’t a big deal. But when our customers are deburring a part every 15 seconds, that’s a whole different scenario.”
Richards provides some math as reference—“For example, I’m thinking about [a company] that uses 4 ounce grinding wheels that wear out at 50 parts, and they run 5000 parts a day. That means they go through roughly 100 grinding wheels a day, which comes out to be 400 ounces—or 25 pounds—of abrasive deburred in a machine in a day.” For CNCs, this massive volume of abrasives can become detrimental in an extremely short period of time, which ultimately ends up costing shops more due to machine repair/replacement.

When shops produce at high volumes like this, having a machine made specifically for deburring is imperative to maintaining a smooth operation. Yes, CNCs are capable of deburring, but their true strengths lie in cutting parts. So when a CNC, a cutting machine, is paired with a deburring machine, such as the MAX System, shops can produce higher quality products at higher rates.
“The MAX isn’t trying to compete with CNCs,” Richards reassures, “It is meant to compliment CNC machines by letting them do what they do best: make parts.”
One of the key differences between the MAX and a CNC is that they MAX is made to handle abrasives of all different kinds. “Our machines can use anything that anyone can throw at it,” Richards states. “Scotch-Brite, grinding wheels, brushes… we’re designed for abrasive. We’ve taken away all sensitive ways and slides, replaced them with [overhead] linear motion… the MAX is resistant to abrasive.”
Digging into that a little deeper, Richards reveals that all of the MAX’s vital components are stored in the roof and can be retracted when not needed. This means that harmful swarf is unable to collect between the different mechanics and clog up the system. “Our machines that are out in the field and have been for 10 years are still showing no signs of wear—because of the design.” The MAX is also built with special bagged filters that ensure any leftover swarf is washed out of the machine; approximately 220 gallons of wash solution are pumped through it per minute, which not only cleans out the MAX but washes off the processed parts as well, preparing them further for assembly.
Abrasive doesn’t have to be, well, abrasive against your machines—by pairing your CNC with the MAX, you not only spare your CNC the pain of unnecessary wear, but you increase production quality and quantity. The MAX was created to be a partner to CNCs, not a competitor—seeing as it is unable to cut parts itself, it needs the CNC to complete its job! The MAX takes the abrasive out of CNCs so that they can put all their focus on cutting parts with long-lasting efficiency and precision.
If you’re tired of abrasive grating on your operation, invest in the MAX. Made to handle abrasives of any kind, it won’t back down from any project you may throw at it.
To learn more about what all the MAX has to offer, click here or call us at (303) 444-6787